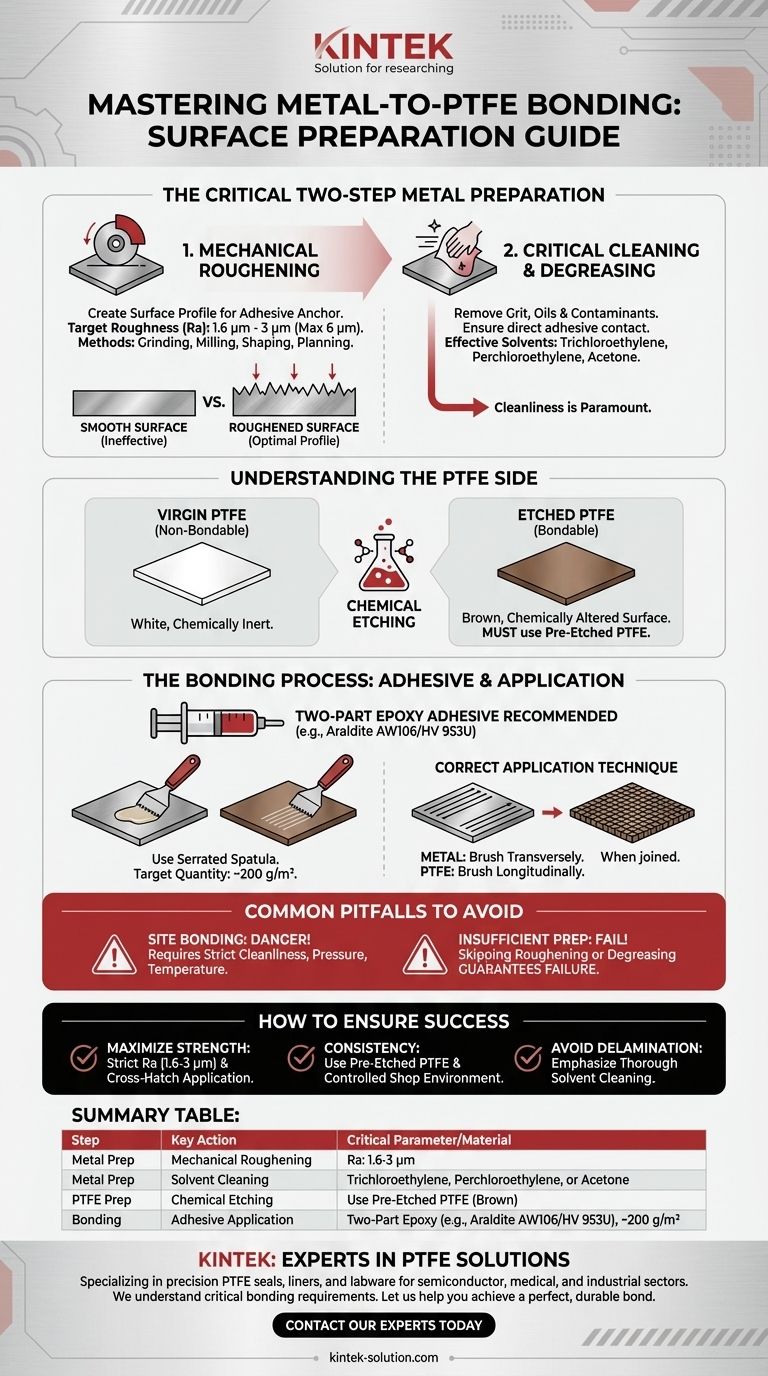
La préparation adéquate de la surface métallique pour le collage au PTFE est un processus critique en deux étapes. Premièrement, le métal doit être dépoli mécaniquement pour créer un profil de surface spécifique permettant à l'adhésif de s'ancrer. Deuxièmement, la surface doit être méticuleusement nettoyée avec des solvants pour éliminer toute poussière, huile et autres contaminants qui empêcheraient autrement un collage réussi.
La clé d'une adhérence durable est de reconnaître que le succès dépend également de trois facteurs : la préparation mécanique du métal, la préparation chimique du PTFE et l'application correcte de l'adhésif. Ignorer l'un de ces éléments compromettra l'intégrité de l'adhérence finale.

Les étapes fondamentales de la préparation du métal
Pour créer un verrouillage mécanique solide pour l'adhésif, la surface métallique ne doit pas être lisse. Elle nécessite une texture spécifique qui ne peut être obtenue que par des processus mécaniques contrôlés suivis d'un nettoyage absolu.
Obtenir une rugosité de surface optimale
L'objectif de cette étape est de créer des pics et des vallées microscopiques pour que l'adhésif puisse s'y accrocher.
Ceci est généralement réalisé à l'aide de méthodes d'usinage telles que le rectifiage, le fraisage, le façonnage ou le rabotage.
La rugosité de surface idéale (Ra) se situe entre 1,6 µm et 3 µm. Bien qu'une certaine variation soit acceptable, la rugosité ne doit jamais dépasser Ra = 6 µm, car une surface trop rugueuse peut également entraîner une mauvaise adhérence.
Nettoyage et dégraissage critiques
Après l'usinage, la surface est contaminée par des fluides de coupe, des huiles et des débris métalliques. Ce résidu doit être complètement éliminé.
Un nettoyage approfondi par solvant est essentiel pour garantir que l'adhésif adhère directement au métal, et non à une couche de contaminants.
Les solvants efficaces à cette fin comprennent le trichloréthylène, le perchloréthylène ou l'acétone.
Comprendre le côté PTFE de l'équation
Préparer le métal n'est que la moitié de la bataille. Le PTFE vierge est un matériau antiadhésif par nature et n'adhérera à rien sans un traitement de surface spécial.
La nécessité de la gravure chimique
Pour rendre le PTFE apte au collage, sa surface doit être modifiée chimiquement par un processus appelé gravure (etching).
Ce processus propriétaire modifie la structure moléculaire de la surface du PTFE, la rendant réceptive aux adhésifs industriels standard.
Pour toute application de collage, vous devez utiliser des feuilles de PTFE spécifiées comme étant gravées sur une ou deux faces.
Identifier le PTFE correctement gravé
Vous pouvez confirmer visuellement si votre PTFE est prêt pour le collage.
Le PTFE vierge, non adhérent, est de couleur blanche. Une surface correctement gravée et apte au collage aura une couleur brune uniforme.
Le processus de collage : adhésifs et application
Une fois les deux surfaces correctement préparées, l'étape finale consiste à choisir le bon adhésif et à l'appliquer correctement pour assurer une couverture complète et une résistance optimale.
Sélectionner le bon adhésif
Un adhésif époxy bi-composant est fortement recommandé en raison de son excellente résistance au cisaillement, cruciale pour cette application.
Une combinaison éprouvée est la résine Araldite AW106 utilisée avec le durcisseur Araldite HV 953U.
Technique d'application correcte
L'application uniforme de l'adhésif est essentielle pour une ligne de collage sans vide.
Utilisez une spatule dentelée pour appliquer l'époxy mélangé sur la surface métallique préparée et sur la surface PTFE gravée. La quantité cible doit être d'environ 200 grammes par mètre carré.
Pour une meilleure dispersion, étalez l'adhésif dans le sens de la longueur sur le PTFE et dans le sens transversal sur le métal, créant ainsi un motif quadrillé lors de l'assemblage.
Pièges courants à éviter
Les erreurs dans le processus de préparation ou de collage sont la principale cause d'échec. Comprendre ces erreurs courantes est essentiel pour les prévenir.
Les dangers du collage sur site
Tenter de coller du PTFE sur du métal sur site (collage sur site) est fortement déconseillé.
Ce processus nécessite des conditions strictement contrôlées de propreté, de pression et de température qui sont presque impossibles à reproduire en dehors d'un environnement d'atelier dédié.
Préparation de surface insuffisante
La cause la plus fréquente de défaillance de l'adhérence est une préparation inadéquate.
Sauter l'étape de dépolissage mécanique ou, plus fréquemment, ne pas dégraisser complètement la surface garantira une adhérence faible qui se délaminera sous contrainte.
Comment assurer une adhérence réussie
Pour obtenir une adhérence fiable et durable, votre méthodologie doit correspondre à l'exigence principale de votre projet.
- Si votre objectif principal est de maximiser la résistance de l'adhérence : Respectez strictement la spécification de rugosité de surface Ra = 1,6–3 µm et utilisez la technique d'application d'adhésif en motif quadrillé.
- Si votre objectif principal est la cohérence et la fiabilité : Procurez-vous toujours du PTFE pré-gravé auprès d'un fournisseur réputé et effectuez tout le collage dans un atelier contrôlé, jamais sur site.
- Si votre objectif principal est d'éviter la délaminage : Accordez la plus grande importance à l'étape de nettoyage par solvant, car les contaminants résiduels sont la cause la plus fréquente et la plus évitable de défaillance de l'adhérence.
En fin de compte, une adhérence métal-PTFE réussie n'est pas le résultat d'une seule technique, mais le fruit d'un processus multi-étapes précis et discipliné.
Tableau récapitulatif :
| Étape | Action clé | Paramètre/Matériau critique |
|---|---|---|
| Préparation du métal | Dépolissage mécanique | Rugosité de surface (Ra) : 1,6 - 3 µm |
| Nettoyage par solvant | Trichloréthylène, Perchloréthylène ou Acétone | |
| Préparation du PTFE | Gravure chimique | Utiliser du PTFE pré-gravé (couleur brune) |
| Processus de collage | Application de l'adhésif | Époxy bi-composant (ex : Araldite AW106/HV 953U) |
| Quantité d'application : ~200 g/m² |
Besoin de composants en PTFE fiables et haute performance pour votre application ?
Chez KINTEK, nous sommes spécialisés dans la fabrication de joints, de revêtements et de matériel de laboratoire en PTFE de précision pour les secteurs des semi-conducteurs, du médical et de l'industrie. Notre expertise en science des matériaux garantit que nous comprenons les exigences de collage critiques pour les applications exigeantes.
Nous pouvons vous fournir des composants fabriqués sur mesure ou vous conseiller sur vos défis de collage spécifiques. Laissez-nous vous aider à obtenir une adhérence parfaite et durable à chaque fois.
Contactez nos experts dès aujourd'hui pour discuter des besoins de votre projet !
Guide Visuel
Produits associés
- Coupe-circulaire de membrane filtrante en PTFE de haute pureté avec lame en céramique pour l'analyse de traces et la préparation d'échantillons de laboratoire CDC
- Panneau d'isolation thermique en PTFE résistant aux hautes températures, support en fluoropolymère sans métal résistant à la corrosion pour laboratoires ultra-propres
- Boîtes de Pétri en PTFE sur mesure — Résistantes à la corrosion, haute pureté, matériel de laboratoire à faible bruit de fond
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Plaque Chauffante Résistante à la Corrosion avec Revêtement PTFE Modifié 400x300mm Plaque Chaude de Laboratoire Résistante aux Acides Solution de Chauffage Personnalisable
Les gens demandent aussi
- Quelles sont les caractéristiques structurelles et les principes de fabrication des membranes filtrantes en polytétrafluoroéthylène (PTFE) ?
- Comment la taille des pores et la perméabilité d'une membrane PTFE sont-elles contrôlées pendant le processus d'étirage ? Guide de contrôle expert
- Qu'est-ce qui rend les membranes en Téflon polyvalentes pour une utilisation dans divers environnements de laboratoire ? Stabilité chimique et thermique inégalée
- Quels types d'outils de coupe sont recommandés pour l'usinage du PTFE ? Obtenir des coupes nettes et des tolérances serrées
- Comment l'hydrophobie inhérente des membranes filtrantes en PTFE affecte-t-elle la séparation des liquides et des gaz ? Optimiser les performances



















