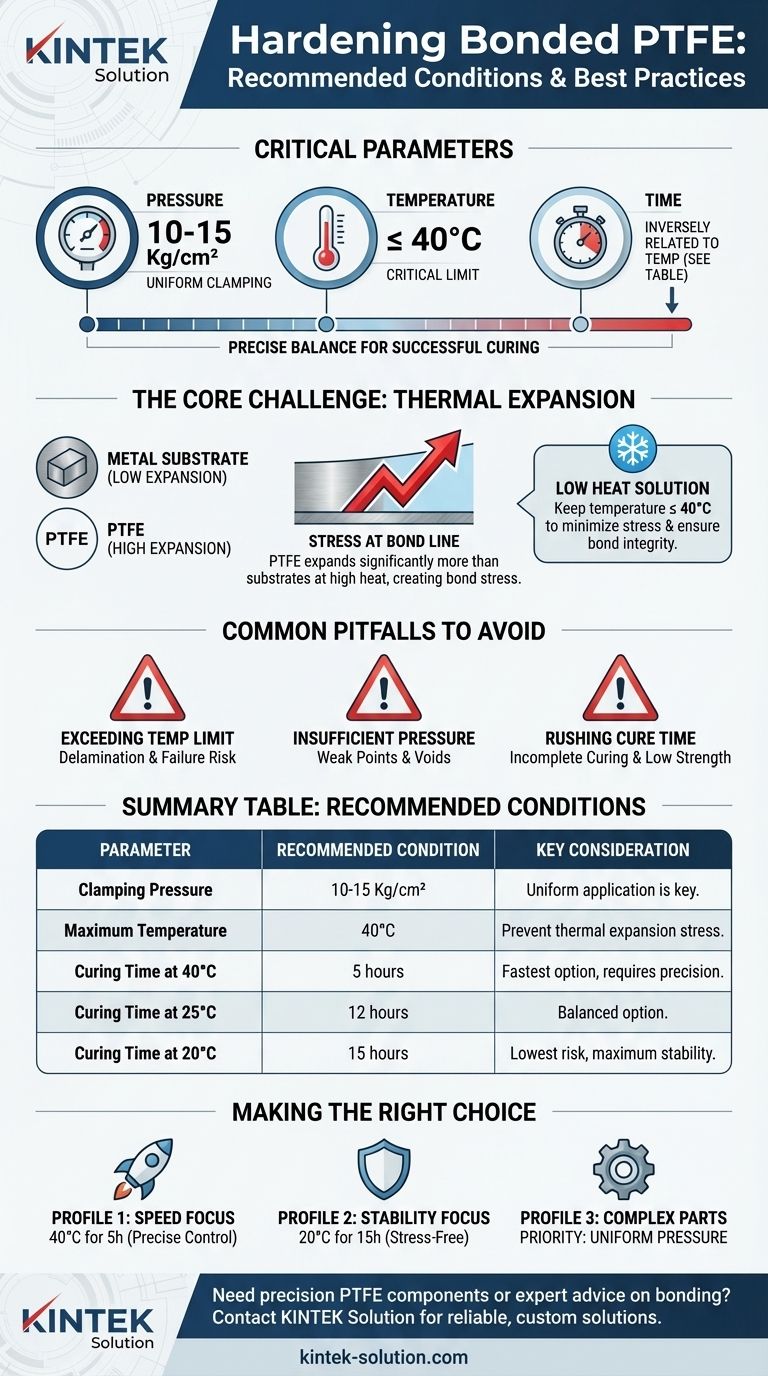
Pour durcir avec succès le PTFE collé, vous devez maintenir un équilibre précis entre la température, la pression et le temps. La pression de serrage recommandée est de 10 à 15 Kg/cm², et la température de polymérisation ne doit pas dépasser 40°C. Le temps de durcissement est inversement proportionnel à la température, nécessitant 5 heures à 40°C, 12 heures à 25°C ou 15 heures à 20°C.
Le principal défi dans le durcissement du PTFE collé n'est pas seulement de polymériser l'adhésif, mais de gérer le taux élevé de dilatation thermique du matériau. Le succès dépend de l'utilisation d'une chaleur faible et d'une pression constante pour créer une liaison solide et sans contrainte qui ne cédera pas ultérieurement.

Les Paramètres Critiques pour le Durcissement
Pour obtenir une liaison fiable, chaque paramètre doit être contrôlé avec soin. Ces variables fonctionnent ensemble pour garantir que l'adhésif polymérise complètement sans compromettre l'intégrité de l'assemblage.
Le Contrôle de la Température est Non Négociable
La règle la plus critique est de maintenir la température de polymérisation à 40°C ou moins.
Cette limite stricte est nécessaire car le PTFE présente un coefficient de dilatation thermique beaucoup plus élevé que les matériaux auxquels il est généralement collé, tels que les métaux. Le dépassement de cette température provoque une expansion du PTFE beaucoup plus importante que celle de son substrat, créant une contrainte immense au niveau de la ligne de collage qui peut entraîner une défaillance immédiate ou future.
Le Rôle de la Pression de Serrage Constante
Une pression de serrage constante de 10 à 15 Kg/cm² doit être appliquée uniformément sur toute la surface de collage.
Cette pression assure un contact intime entre le PTFE, l'adhésif et le substrat. Sans elle, vous risquez des vides ou des espaces dans la liaison, ce qui entraîne des points faibles qui compromettent la résistance et la fiabilité de l'assemblage final.
La Relation entre le Temps et la Température
Le temps de polymérisation dépend directement de la température que vous choisissez. Les directives fournies créent un profil de polymérisation :
- À 20°C (68°F) : 15 heures
- À 25°C (77°F) : 12 heures
- À 40°C (104°F) : 5 heures
Des températures plus basses nécessitent des temps plus longs pour permettre à l'adhésif de réticuler complètement et d'atteindre sa résistance maximale. Bien que des températures plus élevées accélèrent la polymérisation, elles vous rapprochent également du seuil critique de dilatation thermique.
Comprendre le Défi Principal : Les Propriétés du PTFE
Les paramètres de durcissement stricts sont une conséquence directe des propriétés physiques inhérentes au PTFE. Comprendre ce contexte est essentiel pour éviter les défaillances du processus.
Pourquoi la Dilatation Thermique est Importante
Considérez la ligne de collage comme un bras de fer. Lorsque vous chauffez l'assemblage, le PTFE se dilate rapidement tandis que le substrat métallique se dilate lentement. Cet écart tire sur la couche adhésive dans des directions opposées.
En maintenant la température basse, vous minimisez l'intensité de ce « bras de fer », permettant à l'adhésif de polymériser dans un environnement à faible contrainte.
Parallèles avec l'Usinage du PTFE
La même sensibilité à la chaleur qui régit le collage dicte également la manière dont le PTFE est usiné. Les machinistes doivent utiliser des vitesses de coupe faibles et des liquides de refroidissement pour éviter l'accumulation de chaleur.
Une chaleur excessive pendant l'usinage provoque l'expansion et la déformation du matériau, rendant la précision impossible. Ce principe renforce la raison pour laquelle un durcissement à basse température est essentiel pour maintenir la stabilité dimensionnelle et l'intégrité de la liaison.
Pièges Courants à Éviter
S'écarter des paramètres recommandés peut entraîner une défaillance de la liaison. Voici les erreurs les plus courantes.
Dépasser la Limite de Température
C'est la cause de défaillance la plus fréquente. Elle crée une contrainte interne excessive qui peut provoquer la délaminage de la liaison pendant la phase de refroidissement ou, pire, créer un défaut latent qui se manifeste sous charge opérationnelle.
Pression Insuffisante ou Inégale
Appliquer une pression trop faible ou l'appliquer de manière inégale entraîne une liaison incomplète. Les zones de mauvais contact n'adhéreront pas, créant des points faibles qui peuvent se décoller ou se séparer avec le temps.
Raccourcir le Temps de Polymérisation
Raccourcir le temps de durcissement, même si la liaison semble solide au toucher, est une erreur critique. L'adhésif n'aura pas complètement polymérisé, ce qui signifie qu'il n'aura pas sa résistance chimique et mécanique spécifiée.
Faire le Bon Choix pour Votre Objectif
Utilisez le moteur principal de votre projet pour sélectionner le profil de polymérisation optimal.
- Si votre objectif principal est la vitesse : Polymérisez à la température maximale admissible de 40°C pendant 5 heures, mais assurez-vous que votre équipement fournit un contrôle de température précis et stable.
- Si votre objectif principal est une stabilité maximale et un risque minimal : Polymérisez à une température ambiante plus basse comme 20°C pendant 15 heures pour créer la liaison la plus exempte de contraintes possible.
- Si vous collez des géométries grandes ou complexes : Priorisez la distribution uniforme de la pression avant tout, car c'est le point de défaillance le plus courant pour les pièces non uniformes.
Maîtriser ces conditions contrôlées garantit que vous exploitez les propriétés exceptionnelles du PTFE sans succomber à ses défis de traitement.
Tableau Récapitulatif :
| Paramètre | Condition Recommandée | Considération Clé |
|---|---|---|
| Pression de Serrage | 10-15 Kg/cm² | Doit être appliquée uniformément sur toute la surface de collage. |
| Température Maximale | 40°C | Crucial pour prévenir les contraintes dues à la forte dilatation thermique du PTFE. |
| Temps de Polymérisation à 40°C | 5 heures | Option la plus rapide, nécessite un contrôle précis de la température. |
| Temps de Polymérisation à 25°C | 12 heures | Option équilibrée pour de nombreuses applications. |
| Temps de Polymérisation à 20°C | 15 heures | Risque le plus faible, crée la liaison la plus exempte de contraintes. |
Besoin de composants en PTFE de précision ou de conseils d'experts sur les processus de collage ?
Chez KINTEK, nous fabriquons des joints, des revêtements et des articles de laboratoire en PTFE de haute qualité pour les secteurs des semi-conducteurs, du médical et de l'industrie. Notre expertise en fabrication sur mesure — des prototypes aux commandes à grand volume — garantit que vos composants sont conçus et produits pour répondre aux spécifications les plus exigeantes, y compris les applications de collage réussies.
Contactez nos experts dès aujourd'hui pour discuter de la manière dont nous pouvons soutenir votre projet avec des solutions PTFE fiables.
Guide Visuel
Produits associés
- Bécher de laboratoire en PTFE épaissi sur mesure pour applications de plaque chauffante haute température
- Bécher PTFE Épaissi sur Mesure Plaque Chauffante Haute Température Récipient de Laboratoire en Fluoropolymère Résistant aux Produits Chimiques Bécher de Digestion
- Appareil de reflux à condensation PTFE et de collecte de gaz pour le traitement biochimique corrosif Système haute température personnalisable
- Manchon isolant thermique anti-brûlure en PTFE, pieds de support pour plaque chauffante, protection de paillasse de laboratoire, barrière thermique personnalisable
- Joint d'étanchéité industriel ignifuge et résistant à la corrosion, en PTFE isolant antistatique résistant aux hautes températures et personnalisable
Les gens demandent aussi
- Quelles sont les limites du PTFE pur dans les applications à haute température ? Comprendre le plafond de 200°C
- Dans quelles applications à haute température le PTFE est-il utilisé ? Le polymère ultime pour la chaleur extrême et la corrosion
- Où sont généralement utilisées les rondelles épaisses en PTFE (2 mm – 4 mm) ? Pour l'étanchéité haute pression et l'isolation électrique
- Quels sont les avantages du RPTFE par rapport au PTFE standard ? Résistance et durabilité supérieures pour les applications exigeantes
- Quelles sont les caractéristiques et les applications des perles en PTFE ? Résoudre les problèmes d'étanchéité et de friction



















