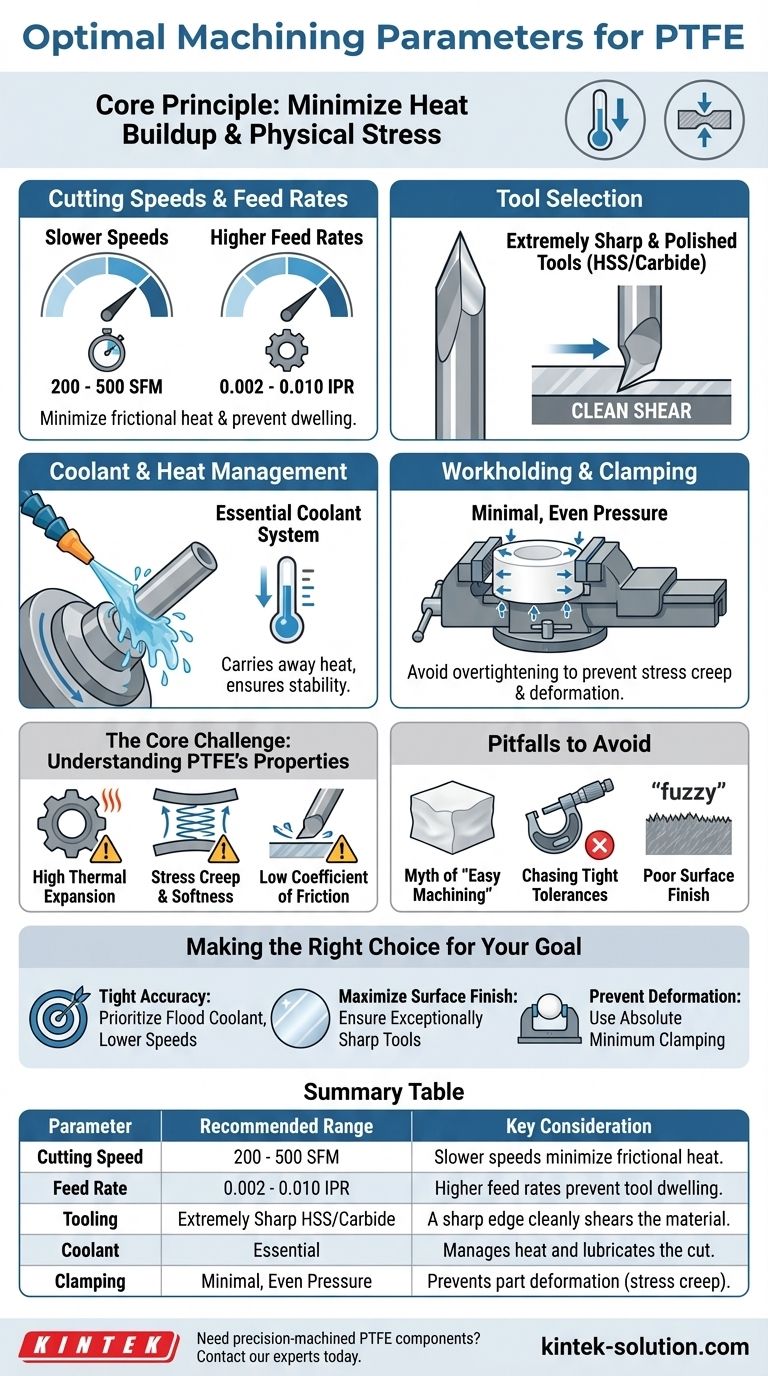
Pour un usinage optimal du PTFE, vous devez utiliser des vitesses de coupe plus lentes, comprises entre 200 et 500 pieds de surface par minute (SFM), et des vitesses d'avance plus élevées, de 0,002 à 0,010 pouce par révolution. Le principe fondamental est de minimiser l'accumulation de chaleur et le stress physique sur le matériau, ce qui nécessite des outils extrêmement tranchants, l'utilisation d'un liquide de refroidissement et une pression de serrage minimale pour empêcher la pièce de se déformer.
Le défi central dans l'usinage du PTFE n'est pas sa douceur, mais ses propriétés physiques uniques. Le succès dépend entièrement de la gestion de sa dilatation thermique élevée et de sa tendance à se déformer sous pression (fluage sous contrainte), plutôt que de le traiter comme un plastique ou un métal typique.

Le défi principal : Travailler avec la nature du PTFE
Bien que la douceur du PTFE puisse suggérer qu'il est facile à couper, obtenir la précision est difficile. Les propriétés inhérentes du matériau créent des défis spécifiques qui doivent être abordés de manière proactive.
Forte dilatation thermique
Le PTFE se dilate et se contracte considérablement avec les changements de température. La friction générée par la coupe produit de la chaleur, provoquant l'expansion du matériau pendant le processus d'usinage. Si elle n'est pas gérée, la pièce sera de taille inférieure une fois refroidie à température ambiante.
Fluage sous contrainte et douceur
Le matériau est tendre et se déforme facilement sous pression. Une force de serrage excessive comprimera la pièce, entraînant des dimensions inexactes une fois la pression relâchée. Il peut également « rebondir » après le passage de l'outil de coupe, affectant la finition de surface finale et la précision.
Faible coefficient de friction
Le PTFE est notoirement glissant, ce qui signifie qu'un tranchant émoussé aura tendance à pousser ou à labourer le matériau plutôt que de le cisailler proprement. Cela génère un excès de chaleur, introduit des contraintes et donne une coupe de mauvaise qualité.
Paramètres et techniques d'usinage recommandés
Pour contrecarrer les tendances naturelles du PTFE, une approche spécifique et délibérée est requise. L'objectif est toujours de minimiser la chaleur et les contraintes.
Vitesses de coupe et vitesses d'avance
La plage recommandée est de 200 à 500 SFM pour la vitesse de coupe et de 0,002 à 0,010 IPR (pouces par révolution) pour la vitesse d'avance. Des vitesses plus lentes réduisent la chaleur de friction, tandis que des vitesses d'avance plus élevées aident l'outil à enlever le matériau efficacement sans s'attarder et sans transmettre de chaleur inutile.
Sélection de l'outil
Utilisez des outils de coupe extrêmement tranchants et polis. Les outils en acier rapide (HSS) et en carbure sont efficaces, mais la netteté du tranchant est le facteur le plus critique. Un tranchant cisaille proprement le matériau, tandis qu'un outil émoussé provoque sa déformation et son arrachement.
Liquide de refroidissement et gestion de la chaleur
Un système de liquide de refroidissement est essentiel pour tout travail de précision. Le liquide de refroidissement remplit deux fonctions principales : il lubrifie la coupe et, plus important encore, il évacue la chaleur, garantissant que la pièce reste dimensionnellement stable tout au long de l'opération.
Maintien de la pièce et serrage
Appliquez une pression de serrage minimale et uniformément répartie. Évitez de trop serrer les étaux ou les mandrins. Des dispositifs de fixation personnalisés qui soutiennent la pièce sans la comprimer sont idéaux pour maintenir des tolérances serrées.
Comprendre les pièges à éviter
De nombreuses pratiques d'usinage courantes produiront de mauvais résultats avec le PTFE. Comprendre ces pièges est essentiel pour éviter des erreurs coûteuses et le gaspillage de matériaux.
Le mythe de l'« usinage facile »
La douceur du PTFE est trompeuse. Bien que l'enlèvement de matière soit facile, obtenir une stabilité dimensionnelle et une bonne finition de surface est un défi important. N'abordez pas cela avec les mêmes techniques à haute vitesse utilisées pour les matériaux plus rigides.
Poursuite des tolérances serrées
Maintenir des tolérances très serrées sur les pièces en PTFE est difficile et nécessite un environnement et un processus contrôlés. L'opérateur doit surveiller constamment la dilatation thermique et l'usure de l'outil, en effectuant des ajustements si nécessaire.
Mauvaise finition de surface
Une finition de surface rugueuse ou floue est un signe clair que quelque chose ne va pas. Les causes les plus fréquentes sont un outil de coupe émoussé, une génération excessive de chaleur ou des vibrations et des cliquetis dus à un montage instable.
Faire le bon choix pour votre objectif
Votre objectif spécifique déterminera les paramètres auxquels vous devez donner la priorité.
- Si votre objectif principal est d'obtenir une précision dimensionnelle serrée : Priorisez la gestion thermique agressive en utilisant un système de liquide de refroidissement en déluge et en maintenant les vitesses de coupe dans la partie inférieure de la plage recommandée.
- Si votre objectif principal est d'optimiser la finition de surface : Assurez-vous que vos outils de coupe sont exceptionnellement tranchants avec une face polie pour empêcher le matériau de coller et de s'arracher.
- Si votre objectif principal est d'éviter la déformation de la pièce : Utilisez la pression de serrage minimale absolue requise pour maintenir la pièce en place, et assurez-vous que la force est distribuée sur une large surface.
Maîtriser l'usinage du PTFE vient du respect des propriétés du matériau et de l'adaptation de votre processus pour en tenir compte.
Tableau récapitulatif :
| Paramètre | Plage recommandée | Considération clé |
|---|---|---|
| Vitesse de coupe | 200 - 500 SFM | Des vitesses plus lentes minimisent la chaleur de friction. |
| Vitesse d'avance | 0,002 - 0,010 IPR | Des vitesses d'avance plus élevées empêchent l'outil de s'attarder. |
| Outillage | HSS/Carbure extrêmement tranchant | Un tranchant net cise le matériau proprement. |
| Liquide de refroidissement | Essentiel | Gère la chaleur et lubrifie la coupe. |
| Serrage | Pression minimale et uniforme | Prévient la déformation de la pièce (fluage sous contrainte). |
Besoin de composants en PTFE usinés avec précision qui conservent leur forme et leurs dimensions ?
Chez KINTEK, nous sommes spécialisés dans l'usinage du PTFE pour les industries des semi-conducteurs, médicales et de laboratoire. Notre expertise dans la gestion de la dilatation thermique et du fluage sous contrainte garantit que vos joints, revêtements et équipements de laboratoire personnalisés sont produits selon des spécifications exactes, du prototype aux commandes à haut volume.
Contactez nos experts dès aujourd'hui pour discuter de votre projet et obtenir un devis !
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Tamis de réaction en PTFE haute température avec couches personnalisables et tailles de pores précises pour dispositifs de séparation d'échantillons filetés
- Ampoule de séparation à pression constante en PTFE personnalisée, résistante à la corrosion et à faible fond de laboratoire pour flacons PFA
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Disque de dispersion et tige d'agitation en PTFE sur mesure pour le traitement chimique et le mélange en laboratoire
Les gens demandent aussi
- Pourquoi le PTFE usiné est-il populaire dans le domaine médical ? Biocompatibilité et précision inégalées
- Quelles sont les applications courantes du PTFE usiné ? Exploiter ses propriétés uniques pour des applications exigeantes
- Comment les récipients et appareils de laboratoire en PTFE sont-ils généralement fabriqués ? À l'intérieur du processus d'usinage de précision
- Qu'est-ce qui rend le PTFE usiné adapté aux applications industrielles ? Des performances inégalées dans des conditions extrêmes
- Les pièces en PTFE peuvent-elles être personnalisées en fonction d'exigences spécifiques ? Obtenez des composants en PTFE personnalisés avec précision



















