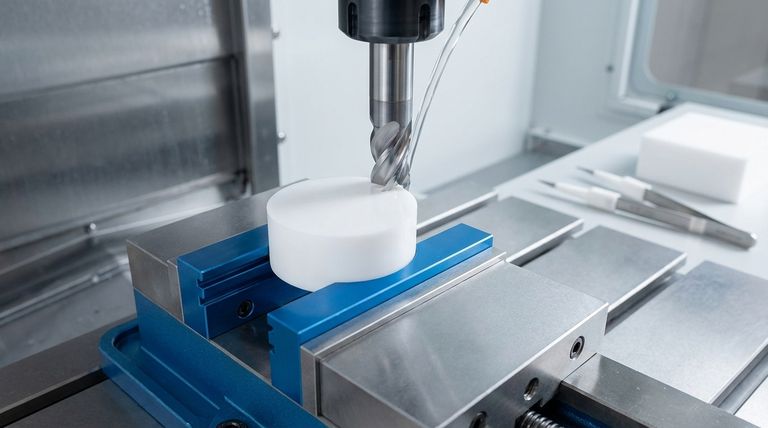
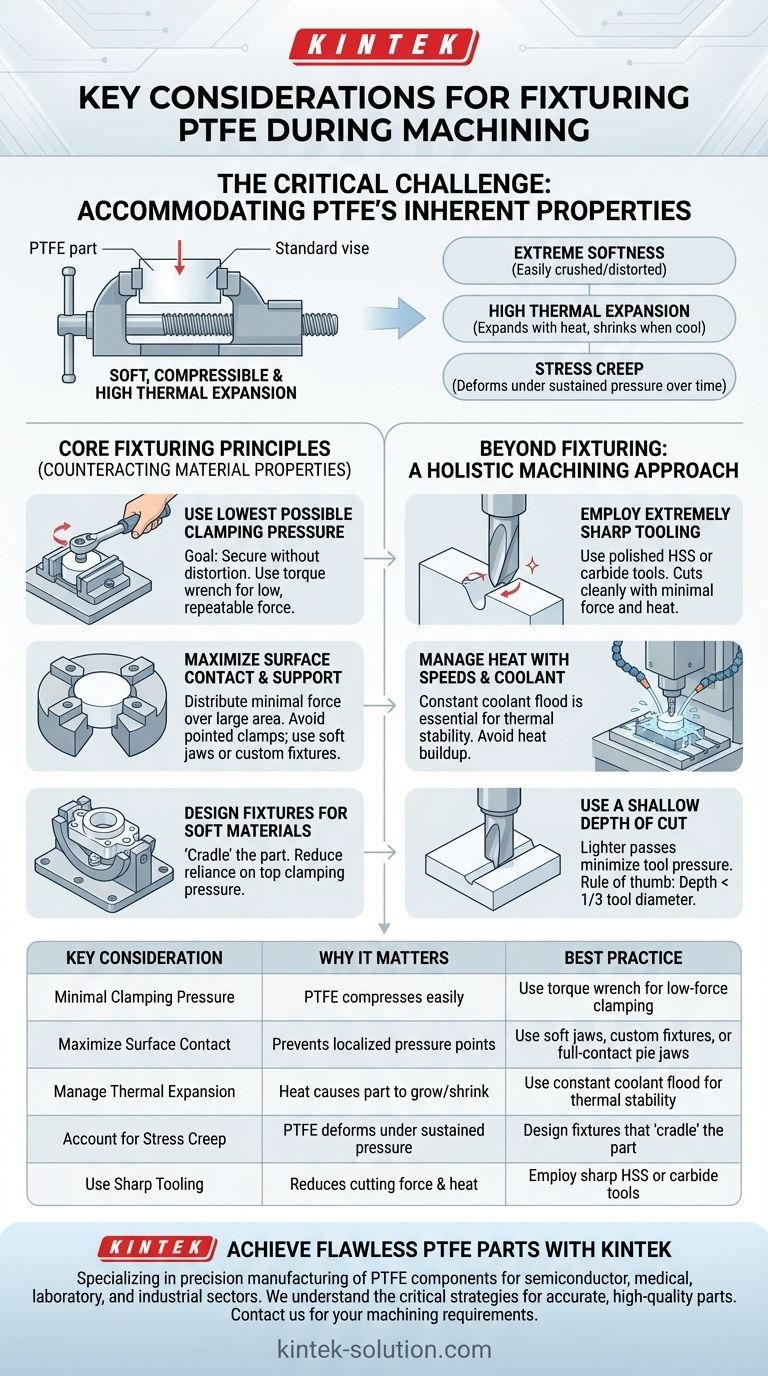
La considération la plus critique pour le bridage du PTFE est d'utiliser une pression de serrage minimale répartie sur la plus grande surface possible. Le PTFE étant extrêmement tendre, facilement compressible et présentant un taux d'expansion thermique élevé, les méthodes de bridage standard utilisées pour les métaux déformeront le matériau, entraînant une imprécision dimensionnelle.
Le défi fondamental n'est pas simplement de maintenir le PTFE, mais de tenir compte de ses propriétés intrinsèques. Un bridage efficace fait partie d'une stratégie plus large qui gère la mollesse du matériau, sa tendance à se dilater avec la chaleur et son potentiel de « fluage » sous pression.
Les propriétés uniques qui dictent votre stratégie de bridage
Pour brider correctement le PTFE, vous devez d'abord comprendre le matériau avec lequel vous travaillez. Ses caractéristiques uniques sont la cause première des échecs d'usinage courants.
Mollesse et compression extrêmes
Le PTFE est un matériau incroyablement tendre. L'application d'une force de serrage, même modérée, avec un étau standard écrasera ou déformera facilement la pièce, anéantissant tout espoir de maintenir des tolérances serrées.
Coefficient d'expansion thermique élevé
Le PTFE se dilate et se contracte considérablement avec les changements de température. La chaleur générée pendant l'usinage provoquera l'augmentation de la pièce, sa résistance au montage, puis sa contraction lors du refroidissement, ce qui entraînera une pièce finale de taille inférieure.
Fluage sous contrainte (écoulement à froid)
Sous une pression soutenue, même légère, le PTFE se déformera lentement avec le temps. Ce « fluage » signifie qu'une pièce qui était bien fixée au début d'un long cycle d'usinage peut se desserrer, ou qu'une caractéristique serrée peut présenter une indentation permanente.
Principes fondamentaux pour un bridage efficace du PTFE
Votre approche de bridage doit être conçue pour contrecarrer les propriétés du matériau énumérées ci-dessus.
Utiliser la pression de serrage la plus faible possible
C'est la règle la plus importante. L'objectif est de maintenir la pièce suffisamment fermement pour résister aux forces de coupe sans provoquer de déformation. L'utilisation d'une clé dynamométrique pour un serrage répétable et à faible force est fortement recommandée.
Maximiser le contact et le support de surface
N'utilisez jamais de pinces pointues ou à petite surface de contact. Utilisez plutôt des mors souples, des montages usinés sur mesure ou des mors à mâchoires circulaires à contact intégral qui répartissent la force de serrage minimale sur une grande surface. Cela assure le support et empêche les points de pression localisés.
Concevoir des montages spécifiquement pour les matériaux tendres
Chaque fois que possible, créez des montages qui « bercent » la pièce, offrant un support par le dessous et les côtés. Cela réduit la dépendance à la pression de serrage par le haut pour fixer la pièce.
Au-delà du bridage : une approche d'usinage holistique
Un montage parfait échouera si le reste de votre processus d'usinage génère une force ou une chaleur excessive. Le montage n'est qu'une partie d'un système conçu pour manipuler délicatement le PTFE.
Utiliser des outils extrêmement tranchants
Utilisez des outils de coupe tranchants et polis, de préférence en acier rapide (HSS) ou en carbure conçus pour les plastiques. Un outil tranchant coupe proprement avec une force minimale, réduisant la génération de chaleur et la pression exercée sur la pièce et le montage.
Gérer la chaleur avec les vitesses et le liquide de refroidissement
Bien que le PTFE puisse être usiné à des vitesses élevées (200 à 1000 m/min), l'objectif principal est d'éviter l'accumulation de chaleur. Un flux constant de liquide de refroidissement est essentiel pour évacuer les copeaux et maintenir la stabilité thermique de la pièce, empêchant l'expansion qui conduit à l'imprécision.
Utiliser une faible profondeur de passe
Des passes plus profondes augmentent la pression de l'outil et la chaleur. Effectuez des passes plus légères pour minimiser les forces agissant sur la pièce. Une bonne règle empirique est une profondeur de passe ne dépassant pas un tiers du diamètre de l'outil.
Pièges courants à éviter
Comprendre ce qu'il ne faut pas faire est aussi important que de savoir ce qu'il faut faire. De nombreux machinistes débutants avec le PTFE commettent ces erreurs fondamentales.
Serrer excessivement un étau standard
C'est l'erreur la plus fréquente. Traiter le PTFE comme de l'aluminium ou de l'acier entraînera immédiatement une pièce compressée et imprécise.
Ignorer la stabilité thermique
Usiner une pièce pendant qu'elle est chaude et la mesurer après qu'elle ait refroidi à température ambiante est une recette pour l'échec. La pièce sera inévitablement de taille inférieure.
Utiliser des outils usés ou inappropriés
Un outil émoussé ne coupe pas ; il pousse et frotte le matériau. Cela génère une chaleur et une pression immenses, submergeant même la meilleure stratégie de bridage et conduisant à une mauvaise finition de surface.
Faire le bon choix pour votre objectif
Votre stratégie de bridage et d'usinage doit s'aligner sur le résultat souhaité.
- Si votre objectif principal est d'obtenir les tolérances les plus serrées : Utilisez des montages à contact intégral, moulés sur mesure, un liquide de refroidissement à température contrôlée et effectuez des passes de finition légères et précises.
- Si votre objectif principal est la vitesse de production : Concevez des montages qui permettent des changements de pièces rapides tout en offrant un support large, et optimisez les vitesses de coupe pour équilibrer le temps de cycle avec un apport de chaleur minimal.
- Si votre objectif principal est le prototypage général : Les mors souples standard sur un étau avec une pression de serrage très légère et répétable sont souvent suffisants pour les dimensions les moins critiques.
En fin de compte, l'usinage réussi du PTFE vient du respect des propriétés du matériau plutôt que de la lutte contre celles-ci.
Tableau récapitulatif :
| Considération clé | Pourquoi c'est important | Meilleure pratique |
|---|---|---|
| Pression de serrage minimale | Le PTFE est extrêmement tendre et se comprime facilement. | Utiliser une clé dynamométrique pour un serrage répétable et à faible force. |
| Maximiser le contact de surface | Prévient les points de pression localisés et la déformation. | Utiliser des mors souples, des montages personnalisés ou des mors à mâchoires circulaires à contact intégral. |
| Gérer l'expansion thermique | La chaleur de l'usinage provoque l'expansion et la contraction de la pièce. | Utiliser un flux constant de liquide de refroidissement pour maintenir la stabilité thermique. |
| Tenir compte du fluage sous contrainte | Le PTFE se déforme sous une pression soutenue au fil du temps. | Concevoir des montages qui « bercent » la pièce pour réduire la dépendance au serrage. |
| Utiliser des outils tranchants | Réduit la force de coupe et la génération de chaleur. | Utiliser des outils HSS ou en carbure tranchants conçus pour les plastiques. |
Obtenez des pièces en PTFE impeccables avec KINTEK
L'usinage du PTFE selon des spécifications précises nécessite une expertise et des techniques spécialisées pour gérer ses propriétés uniques. Ne laissez pas les défis liés au matériau compromettre votre projet.
KINTEK est spécialisée dans la fabrication de précision de composants en PTFE — des joints et revêtements personnalisés aux verreries de laboratoire complexes — pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Nous comprenons les stratégies critiques de bridage et d'usinage nécessaires pour produire des pièces en PTFE dimensionnellement précises et de haute qualité, que vous ayez besoin de prototypes ou de séries de production à haut volume.
Laissez notre expertise assurer votre succès. Contactez KINTEK dès aujourd'hui pour discuter de vos besoins en matière d'usinage du PTFE et obtenir un devis pour votre projet.
Guide Visuel
Produits associés
- Porte-microcolonnes PFA sur mesure et accessoires de laboratoire usinés en PTFE, résistants à la corrosion et à faible bruit de fond
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Plaque d'isolation thermique en PTFE personnalisable, support de laboratoire résistant à haute température et à la corrosion, support multicouche à plusieurs niveaux
- Filtre PTFE haute pureté avec raccords de vanne PFA et tamis intégré pour le traitement de fluides corrosifs
- Système de Filtration Sous Vide PTFE PFA Résistant à la Corrosion Personnalisable et Incassable pour Laboratoire
Les gens demandent aussi
- Quelles considérations sont importantes pour la conception des montages lors de l'usinage de pièces en PTFE ? Maîtriser la stabilité sans déformation
- Quelles sont les principales méthodes de fabrication des appareils de laboratoire en PTFE ? Perspectives d'experts sur l'ingénierie des fluoropolymères
- Comment le PTFE se compare-t-il au polyéthylène (PE) en termes de résistance chimique et thermique ? Choisissez le bon polymère pour les conditions extrêmes
- Quelles sont les principales propriétés de résistance chimique des appareils de laboratoire en PTFE ? Pureté et Inertie Inégalées
- Quelle est la plage de température de fonctionnement effective pour les produits de laboratoire en PFA ? De -200°C à +260°C Polyvalence



















