Le défi fondamental dans l'usinage du polytétrafluoroéthylène (PTFE) réside dans sa nature paradoxale. Bien qu'il soit célèbrement tendre et facile à couper, ses propriétés provoquent une usure étonnamment rapide de l'outil, surtout lorsqu'on utilise des paramètres d'usinage conventionnels. Cette usure accélérée est principalement due à une géométrie d'outil inappropriée, à des vitesses d'avance incorrectes et à une accumulation excessive de chaleur, entraînant des imprécisions dimensionnelles et une augmentation des coûts opérationnels.
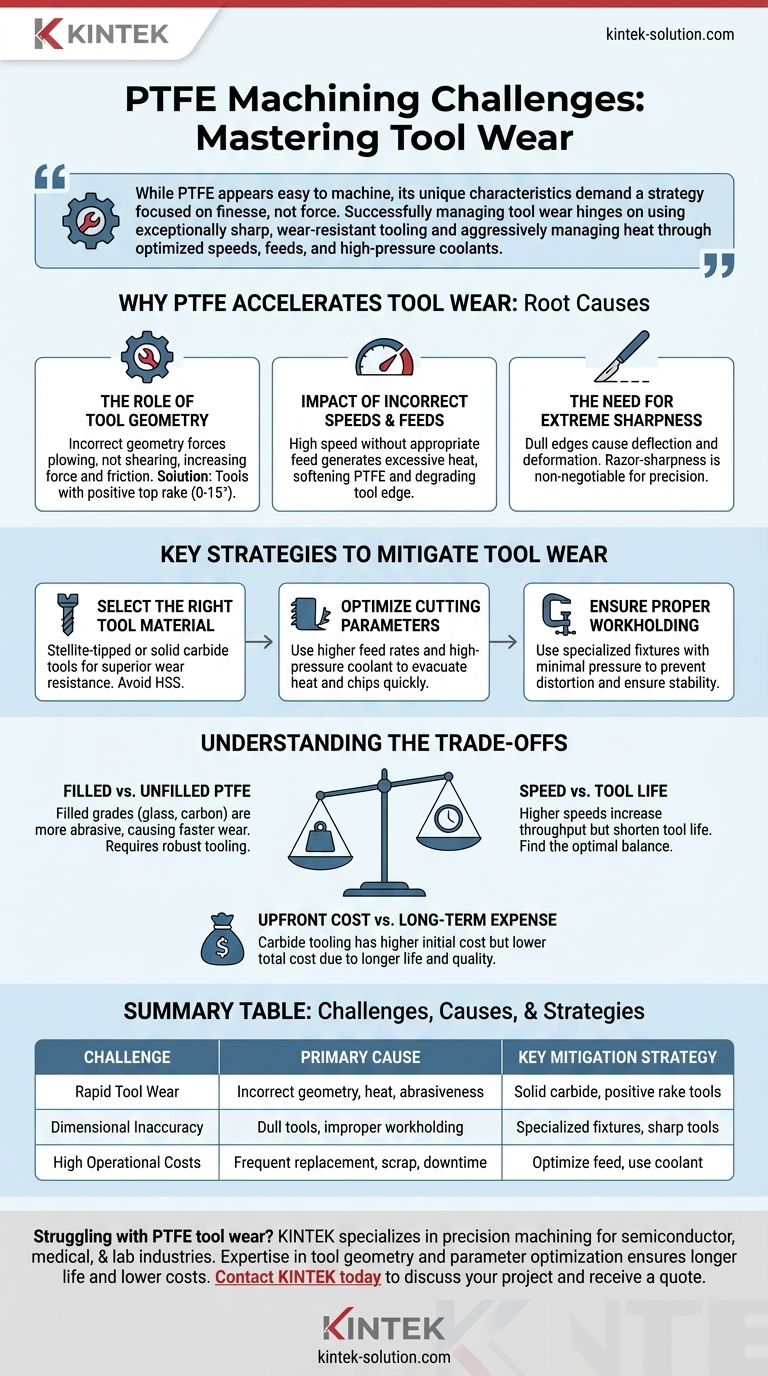
Bien que le PTFE semble facile à usiner, ses caractéristiques uniques exigent une stratégie axée sur la finesse, et non sur la force. La gestion réussie de l'usure des outils repose sur l'utilisation d'outillage extrêmement tranchant et résistant à l'usure, et sur la gestion agressive de la chaleur grâce à l'optimisation des vitesses, des avances et l'utilisation de liquides de refroidissement à haute pression.

Pourquoi le PTFE accélère l'usure des outils
Comprendre les causes profondes de l'usure des outils est la première étape pour l'atténuer. Le PTFE interagit avec les outils de coupe d'une manière significativement différente des métaux ou même d'autres polymères.
Le rôle de la géométrie de l'outil
Une géométrie d'outil incorrecte force l'outil à labourer ou à déformer le matériau au lieu de le cisailler proprement. Cela augmente considérablement les forces de coupe et la friction.
Des outils avec un angle de dépouille positif (entre 0 et 15 degrés) sont essentiels. Cette géométrie crée un tranchant plus aiguisé qui réduit la pression, minimise l'accumulation de chaleur et favorise une action de coupe plus douce.
L'impact des vitesses et avances incorrectes
Bien que cela semble contre-intuitif pour un matériau tendre, des vitesses élevées peuvent être préjudiciables si elles ne sont pas associées à une vitesse d'avance appropriée.
Laisser un outil tourner trop vite sans avancer suffisamment rapidement génère une chaleur de friction excessive. Cette chaleur peut ramollir le PTFE, le rendant pâteux, et peut également dégrader le tranchant de l'outil lui-même, accélérant l'usure.
Le besoin d'une netteté extrême
Un tranchant émoussé, même microscopique, ne coupera pas efficacement le PTFE. Au lieu de cela, il provoquera une déflexion et une déformation du matériau.
Maintenir un tranchant rasoir est non négociable. Une inspection et un réaffûtage réguliers sont essentiels pour maintenir les performances et éviter que les pièces ne sortent des tolérances.
Stratégies clés pour atténuer l'usure des outils
Heureusement, ces défis peuvent être surmontés grâce à une approche méthodique qui privilégie les bons outils et techniques.
Sélectionner le bon matériau d'outil
Les outils standard en acier rapide (HSS) s'useront très rapidement.
Pour tout travail de production, les outils à pointe en Stellite ou en carbure massif sont le choix idéal. Leur dureté et leur résistance à l'usure supérieures offrent une durée de vie significativement plus longue et aident à maintenir un tranchant plus longtemps.
Optimiser vos paramètres de coupe
L'objectif est de couper le matériau et d'évacuer le copeau le plus rapidement possible pour éviter que la chaleur ne s'accumule dans l'outil ou la pièce.
L'utilisation d'une vitesse d'avance plus élevée conjointement avec des vitesses appropriées aide à y parvenir. De plus, l'utilisation d'un liquide de refroidissement à haute pression est très efficace pour réduire la friction et dégager les copeaux de la zone de coupe.
Assurer un maintien de pièce approprié
La douceur du PTFE le rend sujet à la distorsion sous pression. Serrer excessivement un étau ou une pince ruinera la précision dimensionnelle de la pièce.
Utilisez des montages spécialisés conçus pour les matériaux tendres qui offrent un support large avec une pression de serrage minimale. Cela empêche la déformation et assure que la pièce reste stable pendant l'usinage.
Comprendre les compromis
Prendre la bonne décision implique souvent d'équilibrer des facteurs concurrents. Il n'existe pas de configuration « parfaite » unique pour chaque application de PTFE.
PTFE chargé par rapport au PTFE non chargé
Les grades chargés de PTFE (par exemple, chargés de verre ou de carbone) offrent des propriétés mécaniques supérieures mais sont beaucoup plus abrasifs. L'usinage de ces matériaux provoquera une usure des outils beaucoup plus rapide que le PTFE non chargé, nécessitant des outils encore plus robustes comme le carbure et potentiellement des vitesses plus lentes.
Vitesse par rapport à la durée de vie de l'outil
Pousser pour une vitesse de coupe maximale afin d'augmenter le débit entraînera presque toujours une durée de vie de l'outil plus courte. Il est essentiel de trouver l'équilibre optimal où les pièces sont produites efficacement sans provoquer de défaillance prématurée de l'outil et des temps d'arrêt coûteux.
Coût initial de l'outillage par rapport aux dépenses à long terme
L'outillage en carbure représente un investissement initial plus élevé que le HSS. Cependant, ce coût est rapidement compensé par une durée de vie de l'outil plus longue, une réduction des rebuts et une qualité de pièce plus constante, ce qui en fait le choix le plus économique pour tout ce qui dépasse un prototype unique.
Faire le bon choix pour votre objectif
Votre objectif spécifique doit guider votre stratégie d'usinage. Utilisez les points suivants comme point de départ pour optimiser votre processus.
- Si votre objectif principal est la longévité maximale de l'outil : Privilégiez l'outillage en carbure massif résistant à l'usure avec un angle de dépouille positif et utilisez constamment un liquide de refroidissement à haute pression.
- Si votre objectif principal est d'obtenir les tolérances les plus serrées : Insistez sur des montages spécialisés avec une pression de serrage minimale et assurez-vous que vos outils sont extrêmement tranchants à tout moment.
- Si votre objectif principal est la production à haut volume : Investissez dans des vitesses d'avance optimisées qui évacuent rapidement la chaleur et mettez en place un programme de réaffûtage ou de remplacement des outils strict et régulier.
En traitant le PTFE comme un matériau unique nécessitant précision et techniques spécifiques, vous pouvez surmonter ses défis et obtenir des résultats constants et de haute qualité.
Tableau récapitulatif :
| Défi | Cause principale | Stratégie d'atténuation clé |
|---|---|---|
| Usure rapide de l'outil | Géométrie incorrecte, accumulation de chaleur, abrasivité du matériau | Utiliser des outils en carbure massif avec un angle de dépouille positif |
| Imprécision dimensionnelle | Outils émoussés, maintien de pièce inapproprié, déformation de la pièce | Employer des montages spécialisés et maintenir une netteté extrême de l'outil |
| Coûts opérationnels élevés | Remplacement fréquent des outils, pièces mises au rebut, temps d'arrêt | Optimiser les vitesses d'avance et utiliser un liquide de refroidissement à haute pression |
Vous avez des difficultés avec l'usure des outils en PTFE et des pièces incohérentes ? KINTEK est spécialisée dans l'usinage de précision du PTFE pour les industries des semi-conducteurs, médicales et de laboratoire. Notre expertise dans le choix de la géométrie d'outil appropriée et l'optimisation des paramètres de coupe assure une durée de vie des outils plus longue, des tolérances plus serrées et des coûts réduits pour vos composants en PTFE personnalisés, du prototype à la production de masse. Contactez KINTEK dès aujourd'hui pour discuter de votre projet et obtenir un devis.
Guide Visuel
Produits associés
- Pelle Raclette PTFE Sur Mesure et Cuillère d'Échantillonnage Double Usage Outil en Fluoropolymère Blanc Résistant à la Corrosion à Faible Bruit de Fond
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Manchons et tiges creuses personnalisés en PTFE pour applications avancées
- Spatule de laboratoire à double tête en PTFE personnalisée, résistante aux produits chimiques, antiadhésive, de qualité pharmaceutique, outil d'échantillonnage en fluoropolymère
- Cuillère Spatule d'Échantillonnage en PTFE Résistante à la Corrosion Haute Pureté Faible Teneur de Fond Qualité Alimentaire Outil de Laboratoire pour la Recherche Pharmaceutique
Les gens demandent aussi
- Quels sont les avantages des pelles en PTFE en termes de résistance chimique ? Une inertie inégalée pour la manipulation de produits corrosifs
- Pourquoi les pelles en PTFE sont-elles considérées comme biocompatibles ? Assurez la pureté et la sécurité des échantillons
- Quels sont les avantages des pelles en PTFE par rapport aux pelles en métal ? Manipulation de précision pour les matériaux sensibles
- Comment la surface antiadhésive des pelles en PTFE bénéficie-t-elle au travail en laboratoire ? Améliorer la précision et l'efficacité
- Quelles sont les propriétés clés qui rendent les pelles en PTFE idéales pour une utilisation en laboratoire ? Assurez l'intégrité des échantillons avec des outils chimiquement inertes



















