L'usinage du Téflon (PTFE) est un exercice d'équilibriste entre sa douceur apparente et ses défis cachés. Les principales difficultés proviennent de sa faible résistance, de son coefficient de dilatation thermique élevé et de sa tendance à se déformer sous pression. Les recommandations se concentrent sur l'utilisation d'outils exceptionnellement tranchants, la gestion de la chaleur avec des liquides de refroidissement appropriés et des vitesses de coupe faibles, ainsi que la fixation de la pièce sans provoquer de distorsion.
Le défi fondamental n'est pas de couper le Téflon, mais de le contrôler. Le succès dépend de la gestion de son instabilité inhérente — sa tendance à se déformer sous la pression, à se dilater avec la chaleur et à fluer avec le temps — en utilisant des outils extrêmement tranchants, des forces de coupe légères et une gestion thermique rigoureuse.
Le Défi Principal : Comprendre les Propriétés du Téflon
Pour usiner efficacement le Téflon, vous devez d'abord respecter ses caractéristiques matérielles uniques. Ces propriétés sont la cause première de presque tous les défis rencontrés lors du processus d'usinage.
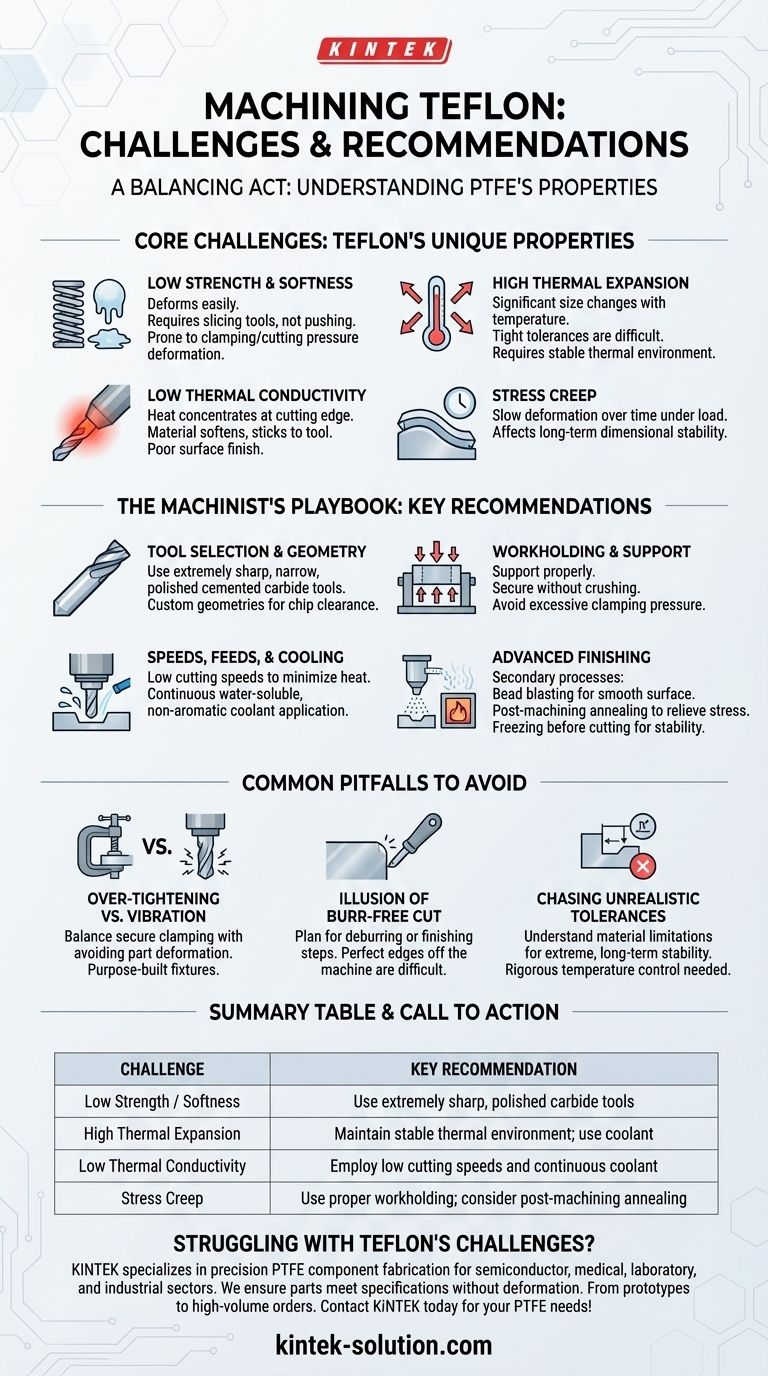
Faible Résistance et Douceur Élevée
Le Téflon possède une très faible résistance et est exceptionnellement doux par rapport aux métaux ou même à d'autres plastiques comme le Nylon.
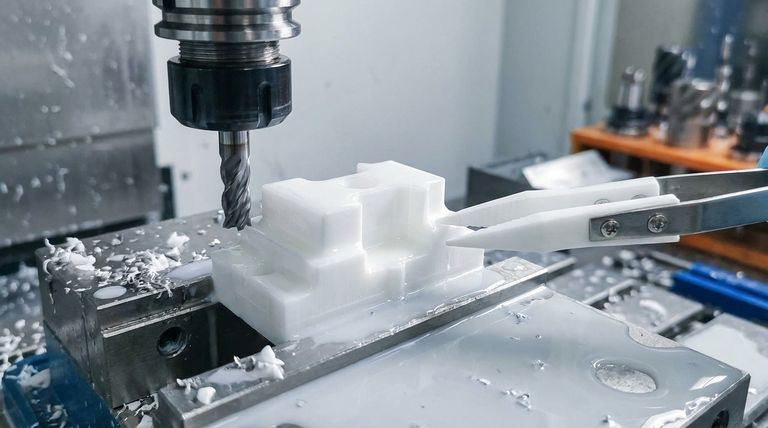
Cela signifie qu'il se déforme facilement sous la pression de serrage et de coupe. Il nécessite des outils qui tranchent proprement plutôt que de repousser la matière.
Coefficient de Dilatation Thermique Élevé
Le Téflon se dilate et se contracte considérablement, même avec de légères variations de température. Ce coefficient de dilatation thermique élevé est un obstacle majeur à l'obtention de tolérances serrées.
Une pièce mesurée à une température peut être hors spécification à une autre. Le maintien d'un environnement thermique stable est essentiel pour les travaux de précision.
Faible Conductivité Thermique
Le Téflon est un excellent isolant, ce qui signifie qu'il ne dissipe pas bien la chaleur.
Pendant l'usinage, la chaleur se concentre au niveau du tranchant de l'outil au lieu d'être évacuée avec le copeau. Cela peut amener le matériau à ramollir, à adhérer à l'outil et à dégrader l'état de surface.
Fluage sous Contrainte (Stress Creep)
Le Téflon présente un fluage sous contrainte, ce qui signifie qu'il se déforme lentement avec le temps lorsqu'il est soumis à une charge constante.
Cela peut affecter la stabilité dimensionnelle à long terme d'une pièce finie, surtout si elle a été maintenue sous pression pendant l'usinage.
Le Cahier des Charges de l'Usinage : Recommandations Clés
Sur la base de ces propriétés, un ensemble clair de meilleures pratiques émerge. Le respect de ces directives atténue les problèmes les plus courants et conduit à des résultats prévisibles et de haute qualité.
Sélection et Géométrie de l'Outil
Le bon outil est non négociable. L'outillage standard pour les métaux produira de mauvais résultats.
Utilisez des outils extrêmement tranchants et étroits, de préférence en carbure cémenté. Les surfaces polies de l'outil réduisent la friction et empêchent le matériau d'adhérer. Les géométries d'outils personnalisées qui améliorent le dégagement des copeaux sont très efficaces.
Maintien et Support de la Pièce
La manière dont vous maintenez la pièce est aussi importante que la manière dont vous la coupez.
Le matériau doit être correctement supporté et serré suffisamment fermement pour éviter les vibrations ou les mouvements. Cependant, une pression de serrage excessive fera déformer la pièce, entraînant des coupes imprécises.
Vitesses, Avances et Refroidissement
La gestion de la chaleur est un objectif principal.
Utilisez des vitesses de coupe faibles pour minimiser la génération de chaleur. L'application continue d'un liquide de refroidissement soluble dans l'eau, non aromatique, est fortement recommandée pour refroidir à la fois la pièce et l'outil, améliorant ainsi l'état de surface et la durée de vie de l'outil.
Finition et Stabilisation Avancées
Pour les résultats de la plus haute qualité, des processus secondaires peuvent être nécessaires.
Le sablage fin (Bead blasting) peut être utilisé pour créer une finition de surface plus lisse et plus uniforme et pour éliminer les petites bavures. Dans certains cas, un recuit post-usinage (un processus de chauffage et de refroidissement contrôlé) peut soulager les contraintes internes accumulées pendant l'usinage. Pour une stabilité extrême, certains usineurs congèlent temporairement le matériau avant de le couper pour réduire la déformation.
Pièges Courants à Éviter
Même avec la bonne stratégie, plusieurs erreurs courantes peuvent compromettre la qualité de la pièce finale. Être conscient de ces compromis est crucial.
Serrage Excessif vs. Vibration
C'est le dilemme central du maintien de la pièce. Un serrage trop fort écrasera ou déformera la pièce, tandis qu'un serrage trop lâche provoquera un cliquetis de l'outil et une mauvaise finition de surface.
La solution nécessite des montages spécialement conçus qui offrent un support large avec une pression minimale et uniformément répartie.
L'Illusion d'une Coupe Sans Bavure
En raison de la douceur du Téflon, obtenir un bord parfaitement net et sans bavure est extrêmement difficile.
Prévoyez d'effectuer une étape d'ébavurage ou de finition. Intégrez cela dans votre processus plutôt que d'essayer d'obtenir une finition impeccable directement après la machine.
Viser des Tolérances Irréalistes
Compte tenu de sa dilatation thermique et de son fluage sous contrainte, le Téflon n'est pas le matériau idéal pour les composants nécessitant une stabilité dimensionnelle extrême et à long terme.
Comprenez les limites du matériau. Si vous devez maintenir une tolérance serrée, cela nécessite un contrôle thermique rigoureux tout au long du processus, du stockage à l'inspection finale.
Faire le Bon Choix pour Votre Objectif
Votre approche spécifique doit être adaptée à l'objectif principal de la pièce que vous créez.
- Si votre objectif principal est la haute précision : Privilégiez une stabilité thermique absolue dans votre atelier et envisagez un recuit post-usinage pour garantir la précision dimensionnelle.
- Si votre objectif principal est l'état de surface : Utilisez des outils en carbure poli, un flux constant de liquide de refroidissement, et soyez prêt à utiliser une méthode de post-traitement comme le sablage fin.
- Si votre objectif principal est l'efficacité de la production : Investissez dans des montages personnalisés qui permettent un serrage sûr et répétable sans déformation, et utilisez des outils en carbure de haute qualité pour maximiser la durée de vie de l'outil.
En traitant le Téflon avec la finesse qu'il exige, vous pouvez transformer ses propriétés difficiles en résultats prévisibles et réussis.
Tableau Récapitulatif :
| Défi | Recommandation Clé |
|---|---|
| Faible Résistance / Douceur | Utiliser des outils en carbure polis extrêmement tranchants |
| Dilatation Thermique Élevée | Maintenir un environnement thermique stable ; utiliser un liquide de refroidissement |
| Faible Conductivité Thermique | Utiliser des vitesses de coupe faibles et un liquide de refroidissement continu |
| Fluage sous Contrainte | Utiliser un maintien de pièce approprié ; envisager un recuit post-usinage |
Vous êtes confronté aux défis uniques de l'usinage du Téflon ? KINTEK est spécialisée dans la fabrication de composants PTFE de précision pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Nous comprenons l'équilibre critique nécessaire pour usiner efficacement le Téflon, garantissant que vos pièces répondent aux spécifications exactes sans déformation. Notre expertise en fabrication sur mesure — des prototypes aux commandes à haut volume — garantit des résultats supérieurs. Laissez-nous gérer les complexités pour que vous obteniez des composants fiables et performants. Contactez KINTEK dès aujourd'hui pour discuter de vos besoins en projets PTFE !
Guide Visuel
Produits associés
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Manchons et tiges creuses personnalisés en PTFE pour applications avancées
- Tiges en PTFE personnalisables pour applications industrielles avancées
Les gens demandent aussi
- Quelles sont les tailles minimales et maximales pour l'usinage de pièces en PTFE ? Concevoir pour réussir sans limites universelles
- Quelles industries bénéficient le plus des pièces en PTFE sur mesure ? Relever les défis des environnements extrêmes
- Quelles industries utilisent des pièces en PTFE sur mesure et à quelles fins ? Résolvez les défis critiques avec des matériaux haute performance
- Quelles considérations de conception sont importantes pour les pièces en PTFE sur mesure ? Concevoir pour la performance et la fiabilité
- Quels procédés de fabrication secondaires les pièces en PTFE pourraient-elles nécessiter ? Obtenez des spécifications précises grâce à l'usinage par des experts



















