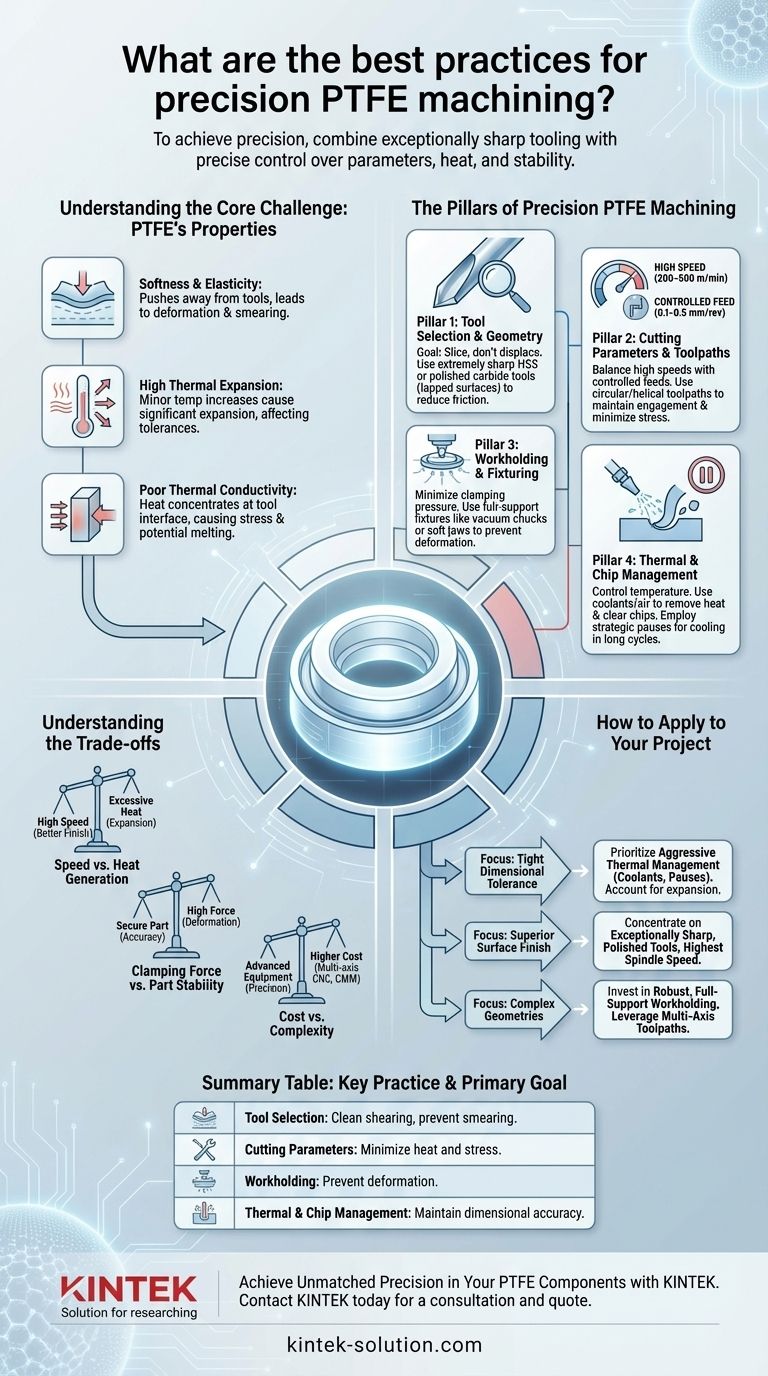
Pour obtenir de la précision lors de l'usinage du polytétrafluoroéthylène (PTFE), vous devez combiner des outils exceptionnellement tranchants avec un contrôle précis des paramètres de coupe, de la génération de chaleur et de la stabilité de la pièce. Les pratiques fondamentales impliquent l'utilisation d'outils en HSS ou en carbure poli, le maintien de vitesses de coupe élevées (200–500 m/min) avec des vitesses d'avance contrôlées (0,1–0,5 mm/tr), et l'utilisation d'un bridage sécurisé à basse pression, tel que des mandrins à vide, pour empêcher le matériau de se déformer.
Le défi central de l'usinage du PTFE n'est pas de couper le matériau, mais de gérer ses propriétés physiques uniques. Sa mollesse, sa faible conductivité thermique et sa dilatation thermique élevée signifient que le succès dépend davantage du contrôle de la déformation et de la chaleur que d'un enlèvement de matière agressif.

Comprendre le défi fondamental : les propriétés du PTFE
Pour usiner efficacement le PTFE, vous devez d'abord respecter ses caractéristiques fondamentales. Ces propriétés sont des avantages dans l'application finale, mais créent des obstacles importants lors de la fabrication.
L'impact de la mollesse et de l'élasticité
Le PTFE est un matériau exceptionnellement tendre qui a tendance à s'écarter de l'outil de coupe plutôt que de cisailler proprement.
L'utilisation d'outils émoussés ou de forme inappropriée entraînera une déformation, un étalement du matériau et un ébavurage important au lieu d'une coupe précise.
Le problème de la dilatation thermique élevée
Le PTFE possède un coefficient de dilatation thermique très élevé. Même de légères augmentations de température dues à la friction de coupe peuvent provoquer une expansion significative du matériau.
Cette expansion peut fausser les dimensions critiques, rendant difficile le maintien de tolérances serrées si la chaleur n'est pas gérée méticuleusement.
Le défi de la faible conductivité thermique
Contrairement aux métaux, le PTFE est un excellent isolant thermique. Il ne dissipe pas bien la chaleur de la zone de coupe.
La chaleur se concentre à l'interface outil-matériau, entraînant rapidement une dilatation thermique, une fusion potentielle et une contrainte sur la pièce.
Les piliers de l'usinage de précision du PTFE
Maîtriser le PTFE nécessite une approche globale qui aborde les propriétés du matériau à travers quatre domaines d'intervention clés.
Pilier 1 : Sélection et géométrie de l'outil
Le bon outil est le facteur le plus critique. L'objectif est de trancher le matériau, pas de le déplacer.
Utilisez des arêtes de coupe extrêmement tranchantes. Une arête polie et rasoir est non négociable pour éviter de pousser et de déformer le matériau.
Sélectionnez le bon matériau d'outil. Les outils en acier rapide (HSS) et en carbure sont efficaces, mais les outils en carbure doivent avoir des surfaces hautement polies (rodées) pour réduire la friction et l'accumulation de matériau.
Pilier 2 : Paramètres de coupe et parcours d'outil
Les réglages de votre machine doivent être optimisés pour minimiser la génération de chaleur et le stress mécanique.
Équilibrez les vitesses élevées avec des avances contrôlées. Utilisez des vitesses de coupe élevées (200–500 m/min) pour assurer une coupe efficace de l'outil, mais associez-les à une vitesse d'avance modérée (0,1–0,5 mm/tr) pour éviter un excès de friction.
Utilisez des parcours d'outil stratégiques. Utilisez des parcours d'outil circulaires ou hélicoïdaux pour maintenir un engagement constant de l'outil et minimiser les vibrations. Évitez les coupes agressives sur toute la largeur, en particulier sur les parois minces, pour réduire les contraintes.
Pilier 3 : Maintien de la pièce et bridage
Étant donné que le PTFE se déforme facilement, la manière dont vous maintenez la pièce est tout aussi importante que la manière dont vous la coupez.
Minimisez la pression de serrage. Serrer excessivement un étau standard comprimera et déformera le matériau, ce qui entraînera des dimensions finales inexactes une fois la pression relâchée.
Assurez un support complet. Utilisez des dispositifs de serrage qui soutiennent l'ensemble de la pièce, tels que des mandrins à vide ou des mors souples moulés sur mesure à la forme de la pièce, pour assurer une stabilité maximale sans déformation.
Pilier 4 : Gestion thermique et des copeaux
Le contrôle de la température est essentiel pour maintenir la précision dimensionnelle.
Utilisez des liquides de refroidissement appropriés. Les liquides de refroidissement en inondation ou l'air comprimé peuvent aider à éliminer la chaleur de la zone de coupe et à évacuer les copeaux filandreux que le PTFE produit souvent.
Envisagez des pauses stratégiques. Pour les cycles de coupe longs ou les coupes profondes, la programmation de pauses périodiques permet au matériau de refroidir et de se stabiliser, évitant ainsi que l'accumulation de chaleur ne compromette les tolérances.
Comprendre les compromis
Obtenir de la précision avec le PTFE implique d'équilibrer des facteurs concurrents. Comprendre ces compromis est essentiel pour le dépannage et l'optimisation des processus.
Vitesse par rapport à la génération de chaleur
Bien que les vitesses de coupe élevées favorisent une meilleure finition de surface, les pousser trop loin sans refroidissement adéquat générera une chaleur excessive, provoquant l'expansion de la pièce et la perte de tolérance. La vitesse optimale est souvent la plus élevée possible avant que les effets thermiques ne deviennent ingérables.
Force de serrage par rapport à la stabilité de la pièce
Une pièce sécurisée élimine le cliquetis et assure la précision. Cependant, la mollesse du PTFE signifie que la force requise pour la stabilité dans les métaux provoquera une déformation importante. L'objectif est de trouver la force de serrage minimale qui élimine toujours tout mouvement ou vibration de la pièce.
Coût par rapport à la complexité
Atteindre les plus hauts niveaux de précision nécessite souvent des équipements avancés. Les machines CNC multi-axes permettent des géométries complexes, et les machines à mesurer tridimensionnelles (MMT) sont nécessaires pour vérifier les tolérances serrées, ce qui ajoute au coût et à la complexité globaux du processus.
Comment appliquer cela à votre projet
Votre stratégie d'usinage spécifique doit être guidée par le résultat le plus critique pour votre composant.
- Si votre objectif principal est une tolérance dimensionnelle serrée : Privilégiez une gestion thermique agressive utilisant des liquides de refroidissement et des pauses, et assurez-vous que vos dimensions programmées tiennent compte de toute expansion thermique potentielle.
- Si votre objectif principal est une finition de surface supérieure : Concentrez-vous sur l'utilisation d'outils exceptionnellement tranchants et polis à la vitesse de broche la plus élevée possible avec une vitesse d'avance contrôlée et constante.
- Si votre objectif principal est d'usiner des géométries complexes : Investissez dans un maintien de pièce robuste et à support complet et utilisez des parcours d'outil multi-axes qui minimisent les contraintes et les changements d'outil.
En fin de compte, usiner le PTFE avec précision est un exercice de finesse, prouvant qu'une compréhension approfondie du matériau est l'outil le plus important de tous.
Tableau récapitulatif :
| Pratique clé | Objectif principal | Considération clé |
|---|---|---|
| Sélection et géométrie de l'outil | Cisaillement net, prévention de l'étalement | Utiliser des outils HSS extrêmement tranchants ou en carbure poli. |
| Paramètres de coupe | Minimiser la chaleur et le stress | Vitesses élevées (200-500 m/min), avances contrôlées (0,1-0,5 mm/tr). |
| Maintien de la pièce et bridage | Prévenir la déformation | Utiliser des méthodes à basse pression et à support complet comme les mandrins à vide. |
| Gestion thermique et des copeaux | Maintenir la précision dimensionnelle | Utiliser des liquides de refroidissement/air et des pauses stratégiques pour contrôler la chaleur. |
Obtenez une précision inégalée dans vos composants en PTFE avec KINTEK
L'usinage du PTFE selon des normes rigoureuses exige une expertise spécialisée et une concentration sur la finesse plutôt que sur la force. Chez KINTEK, nous fabriquons des composants en PTFE de précision — y compris des joints, des revêtements et de la verrerie de laboratoire personnalisée — pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Nous maîtrisons l'équilibre critique entre des outils tranchants, des paramètres précis et un bridage sécurisé pour livrer des pièces avec une précision dimensionnelle et des finitions de surface exceptionnelles, du prototype à la production en volume élevé.
Laissez-nous appliquer notre connaissance approfondie des matériaux à vos projets les plus difficiles. Contactez KINTEK dès aujourd'hui pour une consultation et un devis.
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Tiges en PTFE personnalisables pour applications industrielles avancées
Les gens demandent aussi
- Quelles sont les performances des récipients en polytétrafluoroéthylène (PTFE) en matière de perméation de gaz ? Aperçus d'experts sur l'absorption de solvants
- Comment les récipients et appareils de laboratoire en PTFE sont-ils généralement fabriqués ? À l'intérieur du processus d'usinage de précision
- Les pièces usinées en PTFE peuvent-elles être personnalisées ? Obtenez des solutions de précision pour les applications exigeantes
- Les pièces en PTFE peuvent-elles être personnalisées en fonction d'exigences spécifiques ? Obtenez des composants en PTFE personnalisés avec précision
- Qu'est-ce qui rend le PTFE usiné adapté aux applications industrielles ? Des performances inégalées dans des conditions extrêmes



















