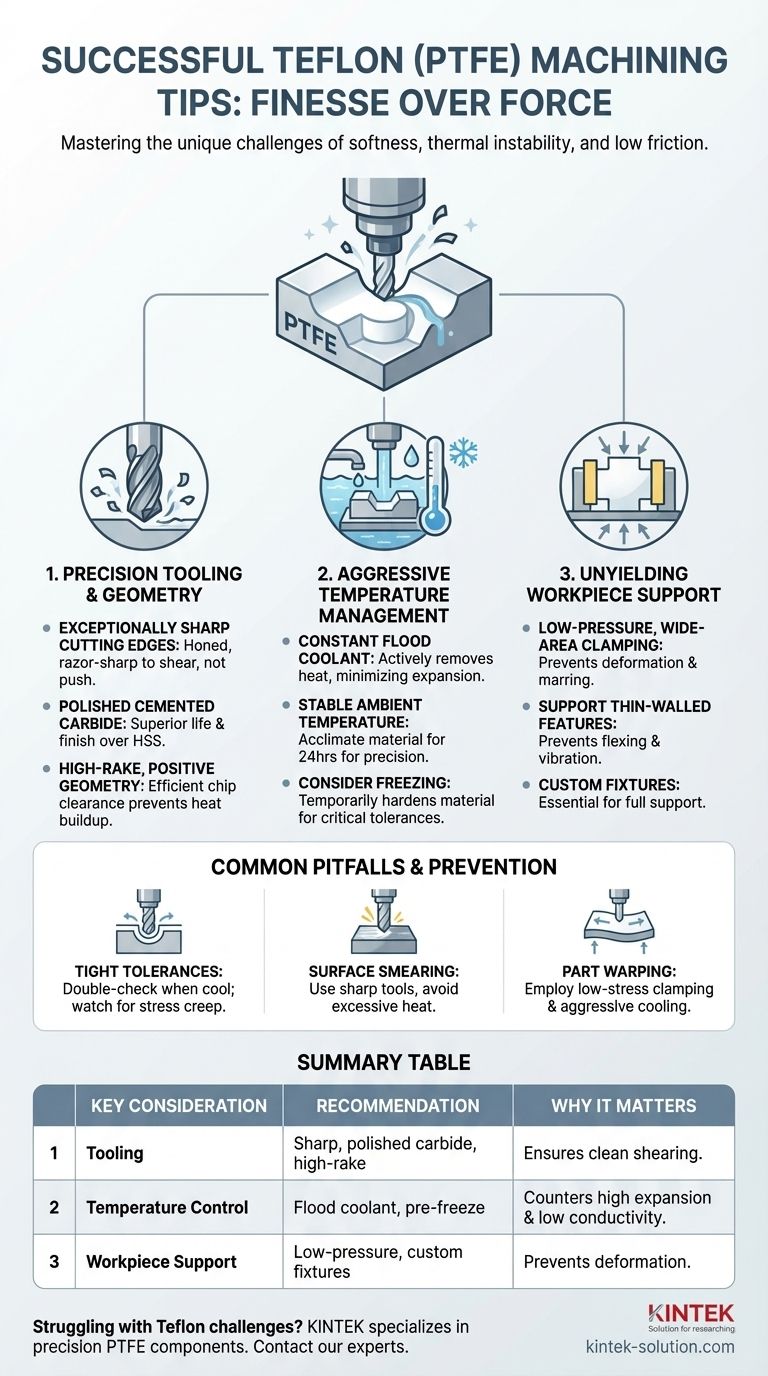
Pour usiner le Téflon (PTFE) avec succès, vous devez vous concentrer sur trois domaines critiques : utiliser des outils en carbure exceptionnellement tranchants et polis avec des géométries favorisant l'évacuation des copeaux, gérer agressivement la température avec des liquides de refroidissement ou même en congelant le matériau, et fournir un support robuste à la pièce pour empêcher le matériau tendre de se déformer sous la pression. Ces techniques contrent directement la mollesse inhérente du Téflon, sa faible conductivité thermique et son taux élevé de dilatation thermique.
Le défi fondamental de l'usinage du Téflon n'est pas sa dureté, mais sa combinaison unique de mollesse, d'instabilité thermique et de faible friction. Le succès exige une stratégie de finesse plutôt que de force, axée entièrement sur la gestion de l'accumulation de chaleur et la prévention de la déformation physique à chaque étape du processus.

Pourquoi l'usinage du Téflon est un défi unique
Avant d'appliquer des techniques spécifiques, il est essentiel de comprendre les propriétés du matériau qui dictent toute la stratégie d'usinage. Les caractéristiques les plus précieuses du Téflon pour son application finale sont précisément celles qui rendent son traitement précis difficile.
Le problème de la mollesse
Le Téflon est un matériau exceptionnellement mou. Cela signifie qu'il a une forte tendance à se comprimer, à se déformer ou à s'étaler sous la pression de l'outil plutôt que de couper proprement.
Ceci nécessite des arêtes de coupe extrêmement affûtées et une stratégie de maintien de la pièce qui soutient l'ensemble de la pièce, l'empêchant de fléchir sous l'effet de l'outil.
Le problème de la dilatation thermique
Le Téflon possède un coefficient de dilatation thermique très élevé. Même une légère augmentation de température due à la friction de coupe provoquera une expansion significative du matériau.
Cette dilatation peut ruiner la précision dimensionnelle, rendant impossible le maintien de tolérances serrées si la chaleur n'est pas gérée activement. C'est la principale raison pour laquelle le liquide de refroidissement n'est pas seulement recommandé, mais essentiel.
Le problème de la faible conductivité thermique
Aggravant le problème d'expansion, le Téflon est un excellent isolant. Il ne dissipe pas bien la chaleur.
Cela signifie que toute chaleur générée par l'outil de coupe reste concentrée au point de coupe, entraînant rapidement une dilatation du matériau, un encrassement et une fusion potentielle.
Les piliers de l'usinage réussi du Téflon
Une approche réussie repose sur le contrôle des facteurs liés à l'outillage, à la température et au support. Se tromper sur l'un de ces éléments compromettra la pièce finale.
Sélection et géométrie de l'outil
Le bon outil est le facteur le plus important pour obtenir une coupe nette au lieu d'un désordre étalé.
Utilisez des arêtes de coupe extrêmement affûtées. Un bord poli et tranchant comme un rasoir est obligatoire. Toute perte de tranchant fera que l'outil poussera et étalera le matériau au lieu de le cisailler.
Choisissez des outils en carbure cémenté. Bien que l'acier rapide (HSS) affûté puisse fonctionner, les outils en carbure cémenté polis offrent une durée de vie et une finition de surface supérieures.
Assurez une géométrie positive à angle de dégagement élevé (high-rake). L'outil doit être conçu pour soulever et évacuer efficacement les copeaux de la pièce. Un mauvais dégagement des copeaux entraîne une accumulation de chaleur et des dommages de surface.
Gestion agressive de la température
Contrôler la température de la pièce, c'est contrôler ses dimensions. On ne le dira jamais assez.
Appliquez un débit constant de liquide de refroidissement. Les liquides de refroidissement solubles dans l'eau sont excellents pour éliminer activement la chaleur de la zone de coupe, minimisant ainsi la dilatation thermique.
Maintenez une température ambiante stable. Pour les travaux de haute précision, laissez le matériau s'acclimater à la température de l'atelier pendant 24 heures avant l'usinage pour assurer un point de départ stable.
Envisagez de congeler le matériau. Pour les tolérances les plus critiques, congeler temporairement le PTFE le rend plus dur et plus rigide. Cela réduit considérablement la déformation et les effets thermiques, permettant des coupes plus précises.
Support de pièce inébranlable
Parce que le Téflon est si mou, il se déformera facilement sous la pression de serrage ou la force de la coupe elle-même.
Utilisez une pression de serrage faible sur une large zone de surface. Évitez les étaux à mâchoires pointues qui peuvent marquer ou déformer le matériau. Des mors souples personnalisés ou des dispositifs de fixation qui soutiennent entièrement la pièce sont idéaux.
Soutenez les pièces à parois minces ou délicates. Assurez-vous que le matériau directement derrière la zone usinée est entièrement soutenu pour l'empêcher de fléchir ou de vibrer.
Comprendre les pièges courants
Même avec la bonne stratégie, certains défis sont inhérents au travail avec le PTFE. Les reconnaître est essentiel pour le dépannage et la prévention.
Le défi des tolérances serrées
Le maintien de tolérances serrées est difficile en raison des effets combinés de la dilatation thermique et du fluage sous contrainte (stress creep) — la tendance du matériau à se déformer lentement avec le temps lorsqu'il est sous pression.
Vérifiez toujours les dimensions après que la pièce ait refroidi à température ambiante, et soyez conscient qu'un mouvement post-usinage peut se produire.
Éviter l'étalement de surface et les bavures
L'étalement est un signe que le matériau fond ou est poussé par l'outil au lieu d'être coupé. Il est presque toujours causé par un outil émoussé, une chaleur excessive ou des vitesses d'avance incorrectes.
De même, le Téflon ne produit pas une « copeau » conventionnel, mais plutôt un déchet continu et gommeux. Des outils tranchants et une géométrie appropriée sont essentiels pour cisailler ce matériau proprement et éviter les grosses bavures.
Atténuer la déformation de la pièce
La déformation peut se produire pendant et après l'usinage. Elle est généralement causée par la libération de contraintes internes dans le matériau ou par une chaleur et une force de serrage excessives.
L'utilisation de méthodes de serrage à faible contrainte et d'un refroidissement agressif est le meilleur moyen d'empêcher la pièce de changer de forme de manière inattendue.
Faire le bon choix pour votre objectif
Votre stratégie d'usinage doit s'adapter aux exigences spécifiques de la pièce finie.
- Si votre objectif principal est d'obtenir les tolérances les plus serrées : Privilégiez un contrôle agressif de la température, y compris le pré-refroidissement ou la congélation du matériau avant d'effectuer les passes finales.
- Si votre objectif principal est la meilleure finition de surface possible : Concentrez-vous sur l'utilisation d'outils en carbure polis exceptionnellement tranchants et envisagez le microbillage post-usinage pour une finition mate uniforme.
- Si votre objectif principal est d'éviter la déformation sur les pièces à parois minces : Concevez des dispositifs de fixation qui assurent un support complet à la pièce et utilisez un débit constant de liquide de refroidissement pour éviter la déformation induite par la chaleur.
En fin de compte, maîtriser l'usinage du Téflon vient du respect des propriétés uniques du matériau et de l'adaptation de votre processus pour en tenir compte.
Tableau récapitulatif :
| Considération clé | Recommandation | Pourquoi c'est important |
|---|---|---|
| Outillage | Utilisez des outils en carbure tranchants et polis avec une géométrie à angle de dégagement élevé. | Assure un cisaillement net au lieu d'étaler le matériau mou. |
| Contrôle de la température | Appliquez un liquide de refroidissement en flux ou pré-congelez le matériau. | Contrecarre la dilatation thermique élevée et la faible conductivité pour maintenir les tolérances. |
| Support de la pièce | Utilisez un serrage à basse pression sur une large zone et des dispositifs de fixation personnalisés. | Prévient la déformation du PTFE mou sous les forces de coupe ou de serrage. |
Vous rencontrez des difficultés avec les défis de l'usinage du Téflon tels que l'étalement, la déformation ou le maintien de tolérances serrées ? Vous n'êtes pas obligé. Chez KINTEK, nous sommes spécialisés dans la fabrication de précision de composants en PTFE — des joints et revêtements personnalisés aux verreries de laboratoire complexes — pour les secteurs des semi-conducteurs, médical et industriel. Notre expertise en outillage avancé et en gestion de la température garantit que vos pièces en PTFE sont usinées selon des spécifications exactes, à chaque fois.
Laissez-nous gérer les complexités. Contactez nos experts dès aujourd'hui pour discuter de votre projet, du prototype à la production à haut volume.
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Découpeur de membrane filtrante en PTFE haute pureté avec lame céramique pour analyse PM2.5 et séparateur de papier filtre de laboratoire personnalisable
Les gens demandent aussi
- Pourquoi le PTFE usiné est-il populaire dans le domaine médical ? Biocompatibilité et précision inégalées
- Les pièces usinées en PTFE peuvent-elles être personnalisées ? Obtenez des solutions de précision pour les applications exigeantes
- Quelles sont les applications courantes du PTFE usiné ? Exploiter ses propriétés uniques pour des applications exigeantes
- Quels sont les principaux avantages de l'utilisation du PTFE pour les pièces sur mesure ? Résoudre des défis d'ingénierie complexes
- Les pièces en PTFE peuvent-elles être personnalisées en fonction d'exigences spécifiques ? Obtenez des composants en PTFE personnalisés avec précision



















