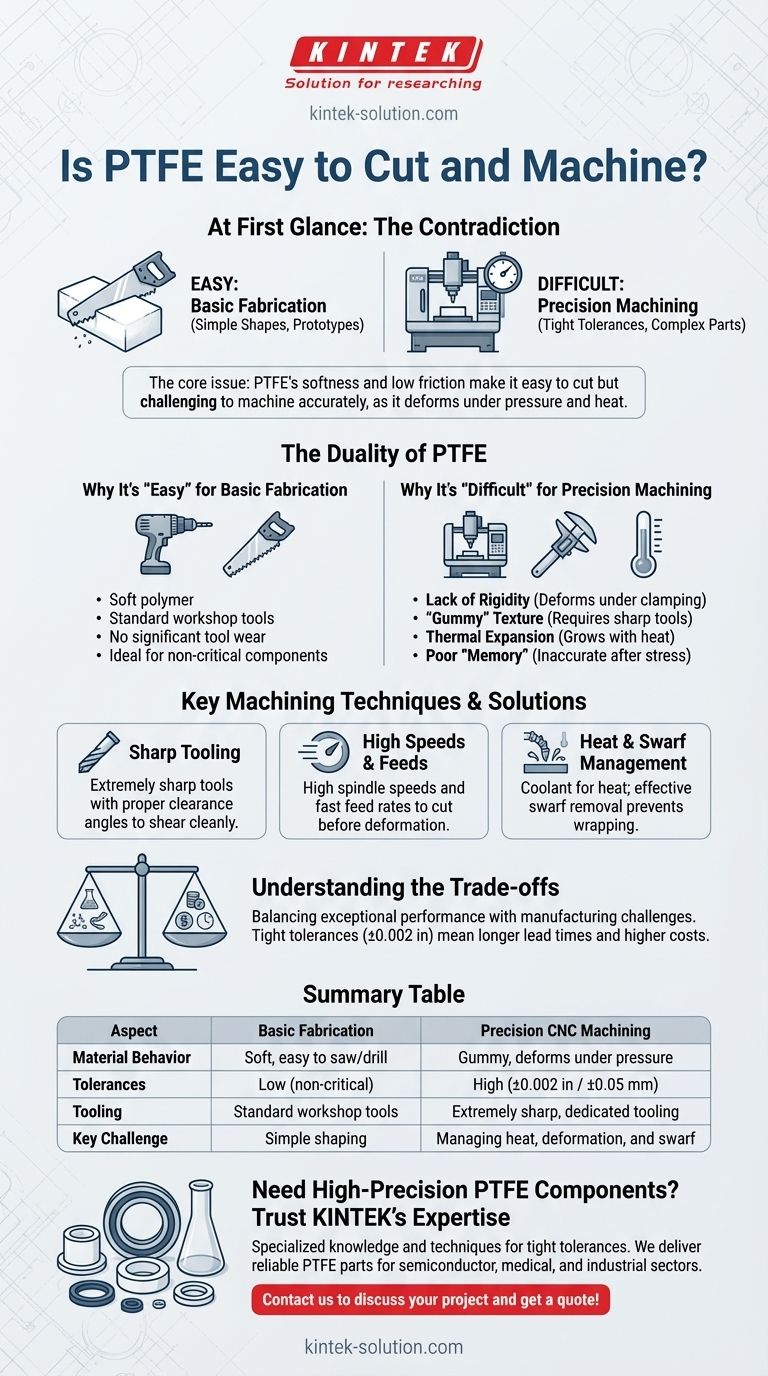
À première vue, la réponse semble contradictoire. Bien que le PTFE (polytétrafluoroéthylène) soit souple et puisse être facilement coupé, scié ou percé avec des outils de base, c'est un matériau notoirement difficile à usiner selon des normes de haute précision. Ses propriétés uniques le rendent facile à travailler pour des formes simples, mais difficile à usiner pour obtenir des tolérances serrées.
Le problème fondamental avec le PTFE est que les propriétés mêmes qui le rendent utile — sa douceur et sa faible friction — le rendent également difficile à usiner avec précision. Le matériau se déforme facilement sous la pression et la chaleur, nécessitant des techniques spécialisées pour obtenir des résultats précis.

La dualité du PTFE : Souple contre Difficile
La réputation du PTFE d'être à la fois facile et difficile à travailler découle de la différence entre la coupe brute et l'usinage de précision. Comprendre cette dualité est essentiel pour planifier un projet réussi.
Pourquoi il est « facile » pour la fabrication de base
Le PTFE est un polymère relativement souple. Pour les prototypes, les composants non critiques ou les ajustements manuels, il ne nécessite pas d'équipement spécialisé.
Vous pouvez facilement couper des feuilles et des tiges à l'aide d'outils d'atelier standard comme des scies et des perceuses sans provoquer d'usure significative de l'outil.
Pourquoi il est « difficile » pour l'usinage de précision
Le défi survient lorsque vous devez respecter des tolérances serrées, généralement avec des équipements CNC. Les propriétés inhérentes du matériau vont à l'encontre de l'usinage.
- Manque de rigidité : Le PTFE est souple et se comprime ou se déforme sous la pression des brides dans un étau. Il fléchit également loin de l'outil de coupe, ce qui rend difficile le maintien précis des dimensions.
- Texture « gommeuse » : Contrairement aux métaux qui produisent des copeaux propres, le PTFE peut être « gommeux ». Cela nécessite des outils extrêmement tranchants et des vitesses d'avance élevées pour obtenir une coupe nette plutôt que de simplement pousser le matériau.
- Dilatation thermique : Le matériau se dilate et se contracte considérablement avec les changements de température. La chaleur générée lors d'une coupe agressive peut faire gonfler la pièce, entraînant des dimensions finales inexactes une fois refroidie.
- Mauvaise « mémoire » : Si le PTFE est contraint ou déformé pendant l'usinage, il ne reprend pas facilement sa forme initiale, ce qui peut fixer des inexactitudes.
Techniques et considérations clés d'usinage
Malgré les défis, les machinistes qualifiés peuvent produire des pièces en PTFE très précises. Cela nécessite des stratégies spécifiques pour contrer les propriétés difficiles du matériau.
Fraisage et tournage CNC
Le fraisage CNC est utilisé pour les formes et les caractéristiques complexes, tandis que le tournage CNC est idéal pour les pièces cylindriques telles que les joints, les bagues et les paliers. Les deux nécessitent une approche spécifique.
L'importance de l'outillage et de la vitesse
Le succès avec le PTFE repose sur la technique. Les machinistes doivent utiliser des outils extrêmement tranchants avec des angles de dégagement appropriés pour cisailler le matériau proprement.
Des vitesses de broche élevées et des vitesses d'avance rapides sont essentielles. Cette approche garantit que l'outil coupe le matériau avant qu'il n'ait la possibilité de se déformer ou de fondre.
Gestion de la chaleur et des copeaux
Pour les opérations à forte intensité thermique, un liquide de refroidissement peut être nécessaire pour éviter la dilatation thermique. L'élimination efficace des copeaux (swarf) est également cruciale pour empêcher les copeaux de s'enrouler autour de l'outil et de marquer la surface de la pièce.
Comprendre les compromis
Choisir le PTFE signifie équilibrer ses caractéristiques de performance exceptionnelles par rapport à sa complexité de fabrication.
Le défi des tolérances serrées
Bien que les machinistes qualifiés puissent maintenir des tolérances comprises entre ±0,002 pouces (±0,05 mm), cela est plus complexe et plus long qu'avec un matériau rigide comme l'aluminium ou le PEEK.
Cette difficulté se traduit souvent par des délais de livraison plus longs et des coûts plus élevés pour les pièces en PTFE usinées sur mesure, en particulier pour les conceptions complexes.
« Aucun outil spécial » est trompeur
L'idée qu'il n'est pas nécessaire d'utiliser des « outils spéciaux » ne s'applique qu'aux travaux bruts et manuels. Pour l'usinage CNC de précision, bien que les outils puissent être de types standard (par exemple, fraises), ils doivent être en parfait état — parfaitement affûtés et lisses — et souvent dédiés uniquement aux plastiques.
Faire le bon choix pour votre projet
Utilisez votre objectif final pour déterminer si les défis d'usinage du PTFE constituent un obstacle important pour votre application.
- Si votre objectif principal est un prototype simple ou un joint non critique : Le PTFE est un excellent matériau, facile à utiliser, que vous pourrez probablement travailler avec des outils d'atelier standard.
- Si votre objectif principal est un composant de haute précision comme un palier ou un joint ajusté : Le PTFE est un excellent choix fonctionnel, mais prévoyez le coût et le délai associés à un machiniste expérimenté spécialisé dans les polymères souples.
- Si votre objectif principal est l'inertie chimique ou la résistance à la température : Le PTFE est l'un des meilleurs matériaux disponibles, mais vous devez concevoir la pièce en tenant compte de ses limites d'usinage pour garantir sa faisabilité.
En fin de compte, utiliser le PTFE avec succès revient à équilibrer ses incroyables avantages matériels avec les réalités de son processus de fabrication.
Tableau récapitulatif :
| Aspect | Fabrication de base | Usinage CNC de précision |
|---|---|---|
| Comportement du matériau | Souple, facile à scier/percer | Gommeux, se déforme sous pression |
| Tolérances | Faibles (non critiques) | Élevées (±0,002 po / ±0,05 mm) |
| Outillage | Outils d'atelier standard | Outils extrêmement tranchants et dédiés |
| Défi principal | Façonnage simple | Gestion de la chaleur, de la déformation et des copeaux |
Besoin de composants en PTFE de haute précision ? Faites confiance à l'expertise de KINTEK
L'usinage du PTFE selon des spécifications exactes nécessite des connaissances et des techniques spécialisées pour surmonter ses défis uniques. KINTEK se spécialise dans la fabrication de composants en PTFE de précision — y compris des joints, des revêtements et de la verrerie de laboratoire personnalisée — pour les secteurs des semi-conducteurs, du médical et de l'industrie.
Nous combinons des outils tranchants, des avances et des vitesses optimisées, et un contrôle qualité rigoureux pour livrer des pièces qui respectent vos tolérances les plus serrées. Que vous ayez besoin de prototypes ou de production à grand volume, nous garantissons que vos pièces en PTFE fonctionneront de manière fiable dans des applications critiques.
Contactez-nous dès aujourd'hui pour discuter des exigences de votre projet et obtenir un devis !
Guide Visuel
Produits associés
- Système de filtration PTFE sur mesure, résistant aux acides, haute pureté, grade semi-conducteur pour traitement chimique
- Robinet en PTFE à Haute Résistance à la Corrosion Valve en Polytétrafluoroéthylène pour Fûts de Stockage Chimique et Systèmes de Transfert de Fluides Personnalisable de Qualité Industrielle
- Système de Filtration Sous Vide PTFE PFA Résistant à la Corrosion Personnalisable et Incassable pour Laboratoire
- Filtre résistant à la corrosion en PTFE avec raccords à vanne PFA et plateau tamiseur intégré
- Seringue en PTFE de 50ml résistante aux produits chimiques à haute température, injecteur en Téflon personnalisé avec joint fileté pour l'analyse de traces
Les gens demandent aussi
- Quelles sont les applications industrielles courantes des filtres en PTFE ? Maîtriser la filtration critique dans les industries exigeantes
- Quelles tailles et options de pores sont disponibles pour les filtres en PTFE ? Choisissez le bon filtre pour votre application
- Quels produits chimiques sont entièrement compatibles avec les filtres en PTFE ? Découvrez une résistance chimique inégalée
- Pourquoi les filtres en polytétrafluoroéthylène (PTFE) sont-ils préférés pour les applications pharmaceutiques et de bioprocédés de laboratoire ?
- Pourquoi les filtres en PTFE sont-ils avantageux pour l'analyse gravimétrique ? Obtenez une précision et une fidélité inégalées



















