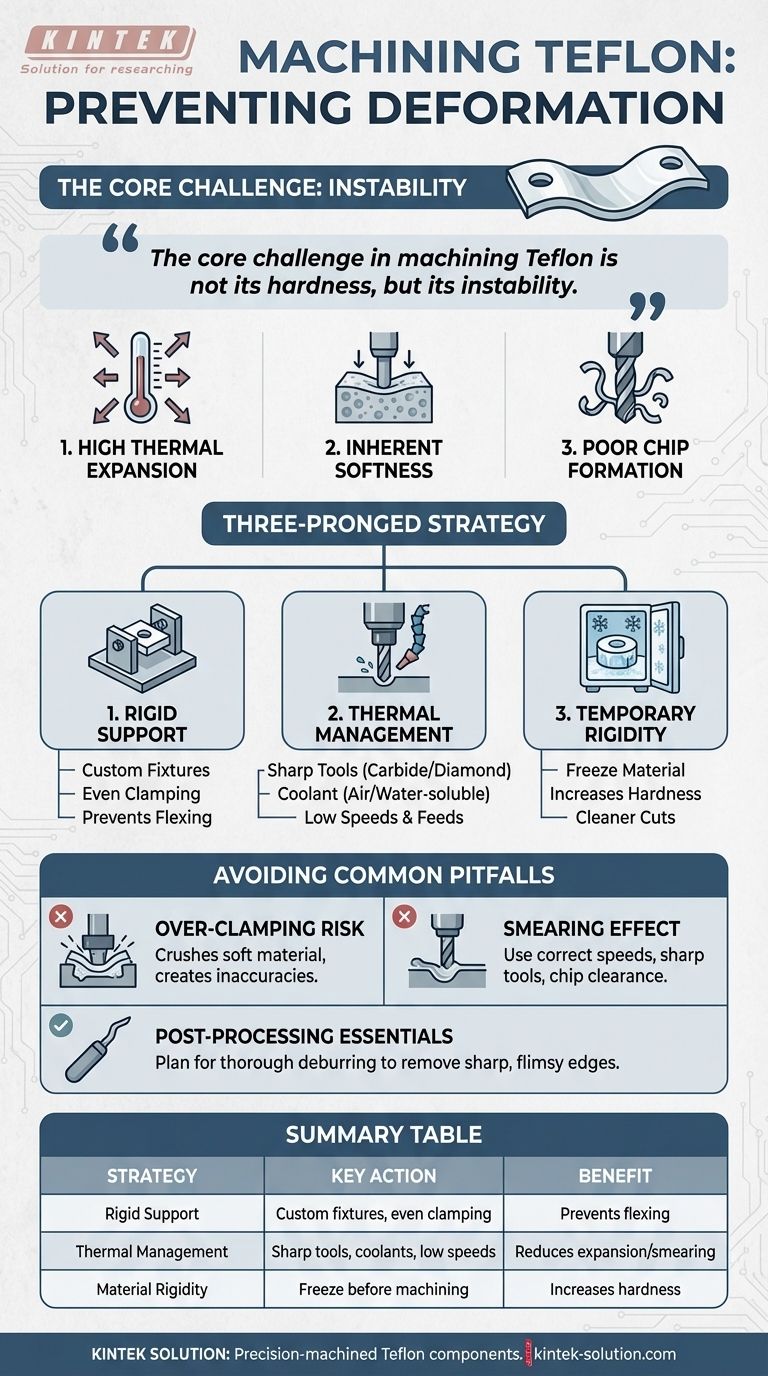
Pour éviter que les pièces en Téflon ne se déforment pendant l'usinage, vous devez utiliser une stratégie à trois volets. Cela implique de fournir un support physique robuste avec des dispositifs de serrage appropriés, de gérer activement la chaleur avec des outils tranchants et des liquides de refroidissement, et dans certains cas, d'augmenter temporairement la dureté du matériau en le congelant avant la coupe. Ces étapes contrent directement la mollesse inhérente du Téflon et son taux de dilatation thermique extrêmement élevé.
Le défi fondamental dans l'usinage du Téflon n'est pas sa dureté, mais son instabilité. Parce qu'il est mou et qu'il se dilate considérablement sous l'effet de la chaleur, la clé de la précision est de contrôler l'environnement d'usinage pour minimiser les contraintes et les variations thermiques sur la pièce.

Le Défi Principal : Pourquoi le Téflon se Déforme-t-il si Facilement ?
Pour usiner le Téflon sans déformation, vous devez d'abord comprendre les propriétés qui le rendent si difficile. Les caractéristiques uniques du matériau sont la cause directe des échecs d'usinage courants.
Coefficient de Dilatation Thermique Élevé
Le Téflon (PTFE) présente un coefficient de dilatation thermique très élevé. Cela signifie qu'une petite quantité de chaleur générée par la friction de l'outil provoquera une expansion significative du matériau.
Cette expansion peut ruiner la précision dimensionnelle, faisant qu'une pièce qui était dans les tolérances à la température de coupe ne le sera plus une fois refroidie.
Mollesse Inhérente et Manque de Rigidité
Le Téflon est un matériau exceptionnellement mou. Sous la pression d'un outil de coupe, il a tendance à se comprimer, à fléchir et à se plier plutôt que de se couper proprement.
Ce manque de rigidité rend difficile de le maintenir fermement sans distorsion et peut entraîner un effet de « maculage » (smearing) sur la surface au lieu d'une finition nette.
Mauvaise Formation des Copeaux
Contrairement aux métaux qui forment des copeaux propres et prévisibles qui évacuent la chaleur, le Téflon produit des copeaux filandreux et gommeux.
Ces copeaux ne se cassent pas facilement et peuvent s'enrouler autour de l'outil, augmentant la friction, générant plus de chaleur et compromettant l'état de surface.
Stratégies Clés pour Prévenir la Déformation
Une approche réussie pour l'usinage du Téflon se concentre sur l'atténuation de ses faiblesses inhérentes grâce à une préparation, un outillage et un contrôle environnemental minutieux.
Stratégie 1 : Assurer un Support Rigide
Le support adéquat de la pièce est la première ligne de défense contre la déformation.
Utilisez des dispositifs de serrage personnalisés qui soutiennent autant de la pièce que possible. Cela empêche le matériau de fléchir ou de s'éloigner de l'outil de coupe, assurant ainsi la stabilité dimensionnelle.
Stratégie 2 : Maîtriser la Gestion Thermique
Le contrôle de la chaleur est sans doute le facteur le plus critique pour obtenir des tolérances serrées avec le Téflon.
Utilisez des outils de coupe extrêmement tranchants, de préférence en carbure cémenté ou en diamant, avec des surfaces polies. Des arêtes vives réduisent la friction, qui est la principale source de chaleur.
Utilisez un liquide de refroidissement compatible comme de l'air pressurisé ou un fluide soluble dans l'eau. Cela évacue activement la chaleur de la zone de coupe avant qu'elle ne provoque l'expansion du matériau.
Utilisez des vitesses de coupe et des avances lentes. Cela minimise l'énergie — et donc la chaleur — appliquée à la pièce pendant le processus d'usinage.
Stratégie 3 : Augmenter Temporairement la Rigidité
Pour les pièces nécessitant une très haute précision, vous pouvez modifier l'état du matériau pour le rendre plus stable pour l'usinage.
La congélation temporaire du matériau est une technique très efficace. Refroidir le Téflon le rend plus dur et plus rigide, permettant de le couper plus proprement avec beaucoup moins de déformation et de maculage.
Comprendre les Compromis et les Pièges Courants
Bien que ces stratégies soient efficaces, elles nécessitent une application prudente. Un manque de conscience des pièges potentiels peut entraîner différents types de défaillances de la pièce.
Le Risque de Serrage Excessif
Bien que des dispositifs de serrage robustes soient essentiels, les serrer trop fort est une erreur courante.
Parce que le Téflon est si mou, une pression de serrage excessive peut facilement écraser ou déformer la pièce avant même qu'une seule coupe ne soit effectuée, créant des imprécisions dès le départ.
L'Effet de Maculage (Smearing)
Même avec une bonne technique, le maculage peut se produire. Cela se produit lorsque l'outil pousse et fait fondre le matériau au lieu de le cisailler proprement.
Pour minimiser le maculage, assurez-vous que vos vitesses d'avance sont correctes pour l'outil, que vos outils sont exceptionnellement tranchants et que vous avez un dégagement des copeaux adéquat. Les techniques de post-traitement comme le grenaillage peuvent également lisser les surfaces maculées.
La Nécessité du Post-Traitement
Comprenez qu'obtenir une finition parfaite directement à la sortie de la machine peut être difficile.
Prévoyez un processus d' ébavurage approfondi, car le Téflon peut former des bords tranchants et fragiles qui affectent la performance ou l'assemblage de la pièce. Ceux-ci doivent être soigneusement retirés.
Une Liste de Contrôle pour Usiner le Téflon avec Succès
Votre approche spécifique doit être adaptée à l'objectif principal de votre projet. Utilisez ces directives pour prioriser vos efforts pour des résultats constants et de haute qualité.
- Si votre objectif principal est la tolérance serrée : Priorisez la stabilité thermique en utilisant des liquides de refroidissement efficaces et envisagez sérieusement de congeler le matériau avant l'usinage.
- Si votre objectif principal est une finition de surface nette : Utilisez des outils extrêmement tranchants et polis (comme le carbure cémenté ou le diamant) et maintenez une vitesse d'avance lente et constante pour éviter le maculage.
- Si votre objectif principal est d'éviter la flexion sur les pièces à parois minces : Concevez des dispositifs de serrage personnalisés qui offrent un support complet et uniforme sur l'ensemble de la pièce.
En respectant les propriétés uniques du Téflon avec la bonne préparation et la bonne technique, vous pouvez obtenir des résultats précis et fiables sur chaque pièce.
Tableau Récapitulatif :
| Stratégie | Action Clé | Avantage |
|---|---|---|
| Support Rigide | Utiliser des dispositifs de serrage personnalisés avec un serrage uniforme | Prévient la flexion et le mouvement pendant la coupe |
| Gestion Thermique | Outils tranchants, liquides de refroidissement, vitesses lentes | Réduit l'expansion induite par la chaleur et le maculage |
| Rigidité du Matériau | Congeler le Téflon avant l'usinage | Augmente temporairement la dureté pour des coupes plus nettes |
Besoin de composants en Téflon usinés avec précision qui conservent leur forme ? KINTEK est spécialisé dans la fabrication de joints, de revêtements et de matériel de laboratoire PTFE de haute qualité pour les applications dans les semi-conducteurs, le médical et l'industrie. Notre expertise en fabrication sur mesure — des prototypes aux commandes à haut volume — garantit que vos pièces sont usinées avec les techniques précises nécessaires pour éviter la déformation. Contactez nos experts dès aujourd'hui pour discuter des exigences de votre projet !
Guide Visuel
Produits associés
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Hélice d'Agitation en PTFE Résistante à la Corrosion et Disque de Dispersion en Polytétrafluoroéthylène Personnalisable
Les gens demandent aussi
- Comment un panier à fleurs en PTFE contribue-t-il au rinçage et au séchage efficaces des substrats ? Efficacité des processus Boost Lab
- Comment les paniers à fleurs en PTFE se comparent-ils aux supports en quartz ou en acier inoxydable ? Maximisez votre ROI avec des solutions à faible TCO
- Quels facteurs contribuent à l'intégrité mécanique à long terme des paniers fleur en PTFE sous cyclage thermique ? Guide d'expert.
- Quelle est la plage de température de fonctionnement des paniers fleur en PTFE ? Limites thermiques et performances de -200°C à +260°C.
- Comment les paniers-fleurs en PTFE contribuent-ils à la pureté dans la fabrication des semi-conducteurs ? Atteignez une pureté inférieure à 10 ppt et un lessivage nul



















