La clé de l'entretien de la garniture de presse-étoupe en Téflon est la surveillance régulière des fuites et des frictions, tandis que le dépannage se concentre sur des ajustements méthodiques et une analyse des causes profondes. Un entretien efficace implique de corriger les fuites par des ajustements progressifs de la compression, de prévenir l'usure excessive grâce à une installation appropriée et d'éviter la dégradation du matériau en assurant la compatibilité chimique.
Les défaillances les plus courantes des garnitures de presse-étoupe en Téflon ne sont pas dues au matériau lui-même, mais à une installation incorrecte et à une mauvaise compréhension de sa fonction. Le véritable succès réside dans une installation proactive et dans la recherche d'une fuite contrôlée et minimale plutôt qu'un serrage excessif réactif.

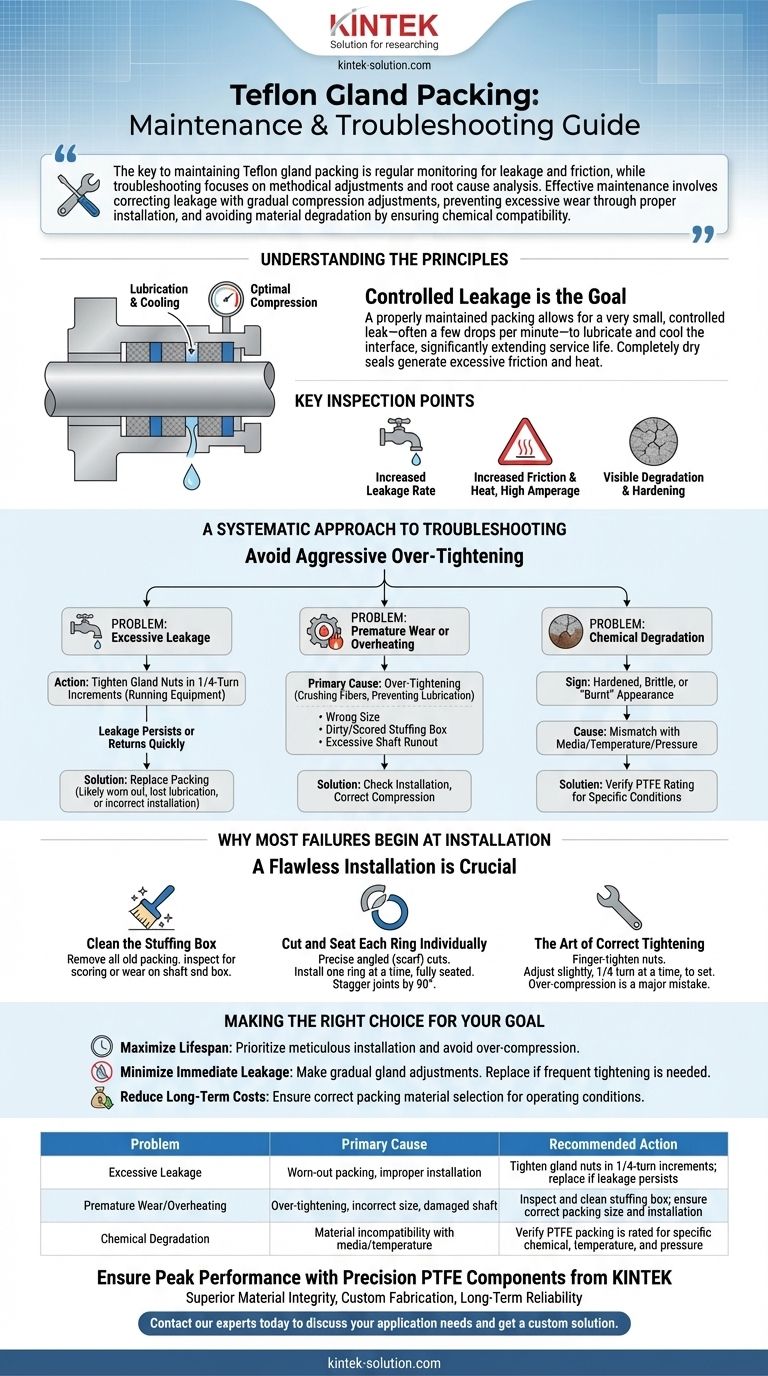
Comprendre les principes de l'entretien des garnitures
Un entretien efficace ne consiste pas à éliminer toutes les fuites ; il s'agit de les gérer. Une petite quantité de fuite est souvent prévue, fournissant une lubrification et un refroidissement essentiels à la garniture et à l'arbre.
L'objectif de la fuite contrôlée
La garniture de presse-étoupe fonctionne en créant un joint par compression. Cependant, un joint complètement sec génère une friction et une chaleur excessives, ce qui peut endommager à la fois la garniture et l'arbre de l'équipement.
Une garniture correctement entretenue permet une fuite très faible et contrôlée — souvent quelques gouttes par minute — pour lubrifier et refroidir l'interface, prolongeant ainsi considérablement la durée de vie du système.
Points d'inspection clés
L'inspection régulière est la pierre angulaire de la maintenance préventive. Recherchez des signes clairs indiquant qu'un ajustement ou un remplacement est nécessaire.
Ces signes comprennent une augmentation notable du taux de fuite, des preuves de friction accrue (comme une augmentation de l'ampérage du moteur) ou une dégradation et un durcissement visibles du matériau de la garniture.
Une approche systématique du dépannage
Lorsque des problèmes surviennent, résistez à l'envie immédiate de serrer agressivement le presse-étoupe. Cela aggrave souvent le problème sous-jacent. Au lieu de cela, diagnostiquez le problème de manière systématique.
Problème : Fuite excessive
C'est le problème le plus courant. La première étape consiste à serrer les écrous du presse-étoupe par petits incréments égaux — généralement un quart de tour à la fois — pendant que l'équipement fonctionne.
Si la fuite persiste ou revient rapidement, la garniture est probablement usée, a perdu sa lubrification ou a été mal installée. À ce stade, le remplacement est la bonne solution.
Problème : Usure prématurée ou surchauffe
L'usure excessive est presque toujours un symptôme d'une installation ou d'un fonctionnement incorrect. Le serrage excessif est le principal coupable, car il écrase les fibres de la garniture et empêche la lubrification nécessaire.
D'autres causes incluent l'utilisation d'une garniture de mauvaise taille, une boîte à garniture sale ou rayée, ou un faux-rond excessif de l'arbre (oscillation), qui exerce une pression inégale sur la garniture.
Problème : Dégradation chimique
Si la garniture apparaît durcie, cassante ou « brûlée », cela signifie une inadéquation entre le matériau et l'environnement d'exploitation.
Bien que le Téflon (PTFE) présente une excellente résistance chimique, il a des limites de température et de pression. Assurez-vous que la garniture sélectionnée est homologuée pour le fluide chimique, la température et la pression spécifiques de votre application.
Pourquoi la plupart des défaillances commencent à l'installation
Une installation impeccable est le facteur le plus important pour la performance à long terme de la garniture de presse-étoupe. Économiser du temps à cette étape entraînera inévitablement une défaillance prématurée et une augmentation des temps d'arrêt.
Nettoyez soigneusement la boîte à garniture
Avant d'installer de nouvelles bagues, vous devez retirer toute l'ancienne garniture. Utilisez les outils d'extraction de garniture appropriés et inspectez la boîte à garniture et l'arbre à la recherche de rayures ou d'usure. Un arbre endommagé détruira rapidement une nouvelle garniture.
Coupez et asseyez chaque bague individuellement
Ne jamais enrouler la garniture en spirale à l'intérieur de la boîte à garniture. Chaque bague doit être coupée précisément à la taille avec une coupe biseautée (en biseau) nette pour assurer un joint étanche au niveau de la jonction.
Installez une bague à la fois, en vous assurant qu'elle est complètement assise. Décalez les joints des bagues consécutives de 90 degrés pour éviter de créer un chemin de fuite direct.
L'art du serrage correct
Après avoir installé les bagues, serrez les écrous du presse-étoupe jusqu'à ce qu'ils soient serrés à la main. Ensuite, utilisez une clé pour les serrer légèrement plus, généralement un quart de tour à la fois, pour mettre la garniture en place.
Démarrez l'équipement et laissez-le fonctionner pendant une courte période. Ajustez le presse-étoupe au besoin pour atteindre le taux de fuite contrôlée souhaité. La surcompression à ce stade est l'erreur la plus courante et la plus dommageable.
Faire le bon choix pour votre objectif
Votre stratégie de maintenance doit s'aligner sur vos priorités opérationnelles. Comprendre les compromis entre la durée de vie des composants, le contrôle des fuites et le coût guidera votre approche.
- Si votre objectif principal est de maximiser la durée de vie de l'équipement : Privilégiez une installation méticuleuse, en particulier l'inspection de l'arbre et l'évitement de la surcompression, pour prévenir des dommages coûteux.
- Si votre objectif principal est de minimiser les fuites immédiates : Effectuez des ajustements progressifs du presse-étoupe, mais si un serrage fréquent est nécessaire, planifiez un remplacement pour traiter la cause profonde.
- Si votre objectif principal est de réduire les coûts de maintenance à long terme : Assurez-vous de sélectionner le matériau de garniture correct pour vos conditions de fonctionnement spécifiques (chimiques, température, pression) dès le départ.
En fin de compte, traiter l'entretien de la garniture de presse-étoupe comme une compétence de précision, et non comme une tâche de force brute, est la clé d'un fonctionnement fiable et efficace de l'équipement.
Tableau récapitulatif :
| Problème | Cause principale | Action recommandée |
|---|---|---|
| Fuite excessive | Garniture usée, installation incorrecte | Serrez les écrous du presse-étoupe par incréments de 1/4 de tour ; remplacez si la fuite persiste |
| Usure prématurée/Surchauffe | Serrage excessif, taille incorrecte, arbre endommagé | Inspectez et nettoyez la boîte à garniture ; assurez-vous de la taille et de l'installation correctes de la garniture |
| Dégradation chimique | Incompatibilité du matériau avec le fluide/la température | Vérifiez que la garniture en PTFE est homologuée pour le produit chimique, la température et la pression spécifiques |
Assurez des performances optimales avec des composants PTFE de précision de KINTEK
Un entretien approprié commence par des pièces de haute qualité et spécifiées correctement. KINTEK se spécialise dans la fabrication de composants PTFE de précision — y compris des joints, des garnitures de presse-étoupe, des revêtements et des verreries personnalisées — pour les secteurs des semi-conducteurs, du médical, du laboratoire et de l'industrie.
Nous offrons :
- Intégrité supérieure du matériau : Nos composants en PTFE offrent une excellente résistance chimique et durabilité.
- Fabrication sur mesure : Des prototypes aux commandes à grand volume, nous adaptons les solutions à vos exigences opérationnelles exactes.
- Fiabilité à long terme : La fabrication de précision réduit l'usure et les temps d'arrêt, protégeant ainsi vos équipements critiques.
Ne laissez pas les défaillances de garniture perturber vos opérations. Contactez nos experts dès aujourd'hui pour discuter des besoins de votre application et obtenir une solution personnalisée garantissant fiabilité et efficacité.
Guide Visuel
Produits associés
- Fioles jaugées en PTFE sur mesure pour une utilisation scientifique et industrielle avancée
- Petite bouteille de réaction en PTFE résistante à la corrosion, réservoir de dissolution d'échantillons en Téflon, conteneur de stockage en fluoropolymère moulé d'une seule pièce
- Fût de stockage personnalisé en PTFE de haute pureté avec couvercle d'étanchéité fileté résistant à la corrosion et propriétés de faible bruit de fond 15L
- Bouteille de réaction pour réactifs en PTFE personnalisé à col large, résistante à la corrosion, haute température, grande capacité, récipient de laboratoire à corps droit
- Fiole de réactif petite en PTFE résistant à la corrosion, antiadhésif, récipient de stockage d'échantillons biopharmaceutiques, conteneur en Téflon facile à nettoyer
Les gens demandent aussi
- Comment la longue durée de vie et la résistance à l'usure des garnitures de presse-étoupe en Téflon réduisent-elles les besoins de maintenance ?
- Quelle est la résistivité volumique du PTFE et pourquoi est-elle importante ? Débloquez une isolation électrique supérieure
- Comment le Téflon est-il utilisé dans les laboratoires ? Essentiel pour la résistance chimique et la pureté
- Quelles sont les propriétés antiadhésives du PTFE et leurs applications ? Découvrez le démoulage propre et la faible friction
- Pourquoi la propriété de non-mouillage des revêtements en Téflon est-elle importante pour la verrerie de laboratoire ? Assurer la pureté et la précision expérimentales



















