Pour maintenir le PTFE collé, vous devez le protéger des facteurs environnementaux défavorables et effectuer des réparations ciblées des bords si nécessaire. Les principales menaces pour la force de la liaison sont la chaleur excessive (supérieure à 120°C), le rayonnement UV du soleil et les éléments corrosifs tels que l'air marin ou les émanations chimiques.
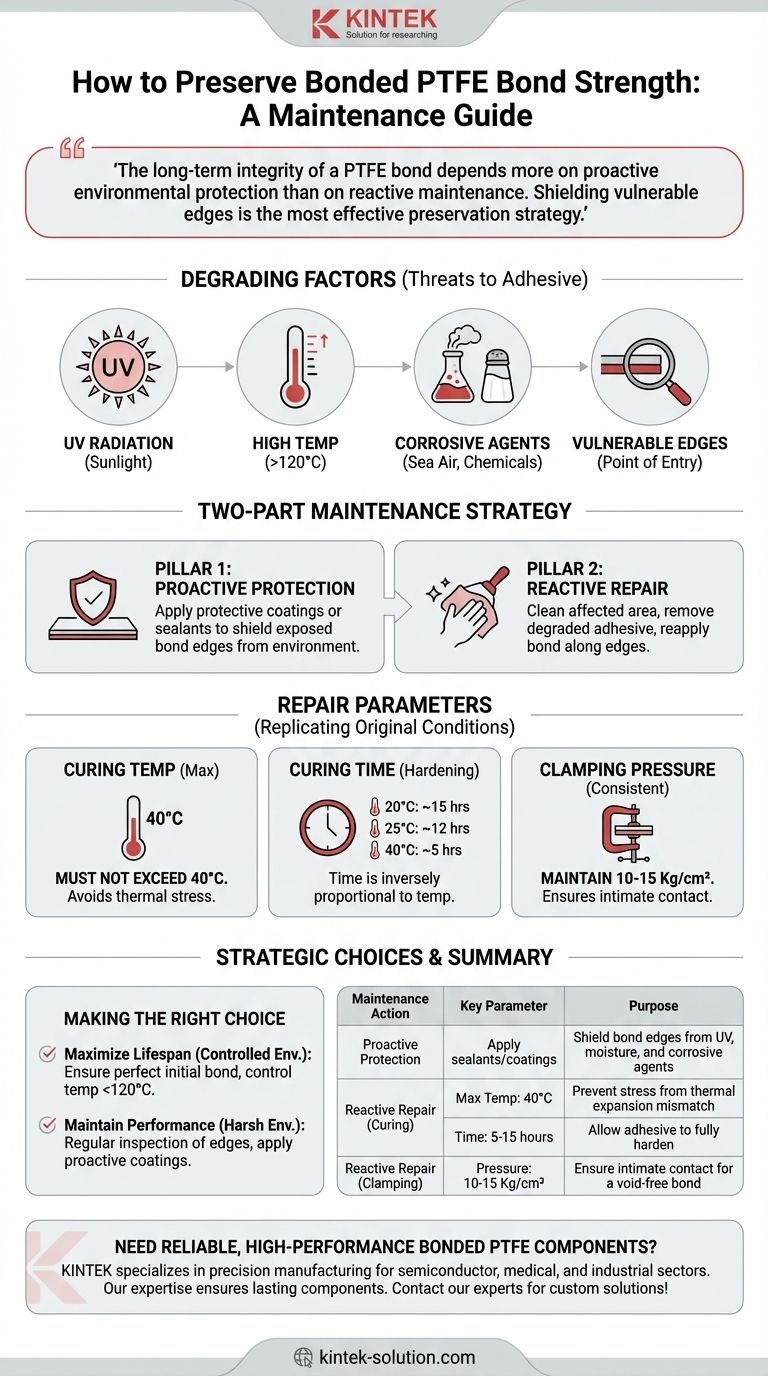
L'intégrité à long terme d'une liaison en PTFE dépend davantage de la protection environnementale proactive que de la maintenance réactive. Étant donné que la dégradation commence généralement au niveau des bords exposés, le blindage de ces zones vulnérables est la stratégie de préservation la plus efficace.

Facteurs clés qui dégradent les liaisons en PTFE
Comprendre ce qui affaiblit la liaison est la première étape vers une maintenance efficace. C'est généralement la couche adhésive, et non le PTFE lui-même, qui est le point de défaillance.
Exposition environnementale
L'exposition continue aux éléments est l'ennemi principal d'une liaison solide en PTFE. La lumière du soleil (rayonnement UV) peut décomposer la structure chimique de nombreux adhésifs avec le temps.
Températures élevées
Les températures dépassant 120°C peuvent compromettre l'intégrité de la liaison. Il s'agit d'une limite opérationnelle critique à respecter pour tout assemblage en PTFE collé.
Agents corrosifs
Les produits chimiques présents dans l'air peuvent initier une attaque corrosive sur l'adhésif. Les coupables courants comprennent l'air marin (embruns salés) et les émanations chimiques industrielles, qui peuvent lentement attaquer la liaison.
La vulnérabilité des bords de la liaison
La dégradation commence presque toujours aux bords exposés de la ligne de collage. C'est là que les facteurs environnementaux ont le point d'entrée le plus facile pour attaquer l'adhésif et commencer le processus de délaminage.
Une stratégie de maintenance en deux parties
Une maintenance efficace implique à la fois de prévenir les dommages avant qu'ils ne surviennent et de les réparer correctement lorsqu'ils se produisent.
Pilier 1 : Protection proactive
La maintenance la plus efficace est préventive. L'application de revêtements protecteurs ou de produits d'étanchéité sur la ligne de liaison exposée peut créer une barrière contre l'humidité, les rayons UV et les agents corrosifs.
Cette étape simple protège les bords vulnérables de la liaison de l'environnement, prolongeant considérablement sa durée de vie.
Pilier 2 : Réparation réactive
Si vous remarquez que la liaison commence à s'affaiblir sur les bords, une réparation ciblée est nécessaire.
Le processus implique de nettoyer soigneusement la zone affectée pour éliminer toute contamination ou adhésif dégradé. Ensuite, la liaison doit être réappliquée le long des bords nettoyés, en suivant des directives procédurales strictes.
Comprendre les paramètres de réparation
La réparation d'une liaison n'est pas une simple question d'application de plus de colle. Pour obtenir une réparation solide et durable, vous devez reproduire les conditions du processus de collage initial.
Température de durcissement
La température de durcissement de l'adhésif ne doit pas dépasser 40°C. Ceci est dû au fait que le PTFE et le substrat auquel il est collé ont des coefficients de dilatation thermique différents, et des températures plus élevées peuvent induire des contraintes qui affaiblissent la nouvelle liaison pendant sa prise.
Temps de durcissement
Le temps de durcissement est inversement proportionnel à la température. Une réparation prendra environ 15 heures pour durcir à 20°C, 12 heures à 25°C ou 5 heures à 40°C.
Pression de serrage
Pendant toute la période de durcissement (prise), une pression de serrage constante de 10-15 Kg/cm² doit être maintenue. Cela assure un contact intime entre les surfaces et une ligne de liaison solide et sans vide.
Faire le bon choix pour votre objectif
Votre stratégie de maintenance doit s'aligner sur l'environnement opérationnel du composant.
- Si votre objectif principal est de maximiser la durée de vie dans un environnement contrôlé : Assurez-vous que la liaison initiale est parfaite et contrôlez strictement les températures de fonctionnement en dessous de la limite de 120°C.
- Si votre objectif principal est de maintenir les performances dans un environnement difficile : Mettez en place un calendrier d'inspection régulier axé sur les bords de la liaison et utilisez de manière proactive des revêtements protecteurs pour les sceller contre les éléments corrosifs.
En fin de compte, préserver la force du PTFE collé est une question de respect de ses limites environnementales et de protection de ses points les plus vulnérables.
Tableau récapitulatif :
| Action de maintenance | Paramètre clé | Objectif |
|---|---|---|
| Protection proactive | Appliquer des produits d'étanchéité/revêtements | Protéger les bords de la liaison contre les UV, l'humidité et les agents corrosifs |
| Réparation réactive (Durcissement) | Temp. Max : 40°C | Prévenir les contraintes dues à l'inadéquation de la dilatation thermique |
| Réparation réactive (Durcissement) | Temps : 5-15 heures (20-40°C) | Permettre à l'adhésif de durcir complètement |
| Réparation réactive (Serrage) | Pression : 10-15 Kg/cm² | Assurer un contact intime pour une liaison sans vide |
Besoin de composants en PTFE collé fiables et haute performance ? KINTEK se spécialise dans la fabrication de précision de joints, de revêtements et de verrerie de laboratoire personnalisée en PTFE pour les secteurs des semi-conducteurs, du médical et de l'industrie. Notre expertise garantit que vos composants sont conçus pour durer, même dans des environnements exigeants. Contactez nos experts dès aujourd'hui pour discuter de votre application spécifique et recevoir une solution personnalisée, du prototype à la production en grand volume.
Guide Visuel
Produits associés
- Rubans d'étanchéité PTFE personnalisés pour applications industrielles et de haute technologie
- Filtre résistant à la corrosion en PTFE avec raccords à vanne PFA et plateau tamiseur intégré
- Manchon isolant thermique anti-brûlure en PTFE, pieds de support pour plaque chauffante, protection de paillasse de laboratoire, barrière thermique personnalisable
- Joints d'isolation en PTFE sur mesure et joints en fluoropolymère résistants à la corrosion pour applications électriques industrielles
- Bouchon de Réaction en PTFE Sur Mesure avec Valve et Raccord Intégrés, Système de Bouchon pour Bouteille PFA/FEP Résistant à la Corrosion et Sans Relargage
Les gens demandent aussi
- Pourquoi le PTFE est-il populaire dans l'industrie pétrolière et gazière ? Résiste à la chaleur extrême, à la pression et à la corrosion
- Comment les pièces en PTFE sur mesure sont-elles utilisées dans le secteur automobile ? Améliorer les performances et la durabilité du véhicule
- Pourquoi la stabilité thermique du PTFE est-elle importante pour les applications d'étanchéité ? Assurer des performances étanches de -200°C à 260°C
- Qu'est-ce que le PTFE et pourquoi est-il utilisé pour les joints ? Le guide ultime de l'étanchéité haute performance
- Quels sont les inconvénients de l'utilisation du PTFE pour les besoins d'étanchéité ? Les compromis critiques entre performance chimique et mécanique



















