En fin de compte, le point de fusion élevé du PTFE est trompeur. Bien que le matériau ne fonde pas pendant l'usinage CNC, son excellente stabilité thermique est associée à une faiblesse critique : il ramollit et se dilate considérablement sous l'effet de la chaleur. Cela signifie que le défi principal n'est pas d'empêcher la fusion, mais de gérer la déformation thermique causée par la friction de coupe pour maintenir la précision dimensionnelle.
Le problème fondamental lors de l'usinage du PTFE n'est pas son point de fusion, mais son taux élevé de dilatation thermique et sa tendance à ramollir. Le succès dépend entièrement du contrôle de la chaleur au niveau du tranchant pour empêcher le matériau de se déformer et de compromettre la précision de la pièce finale.

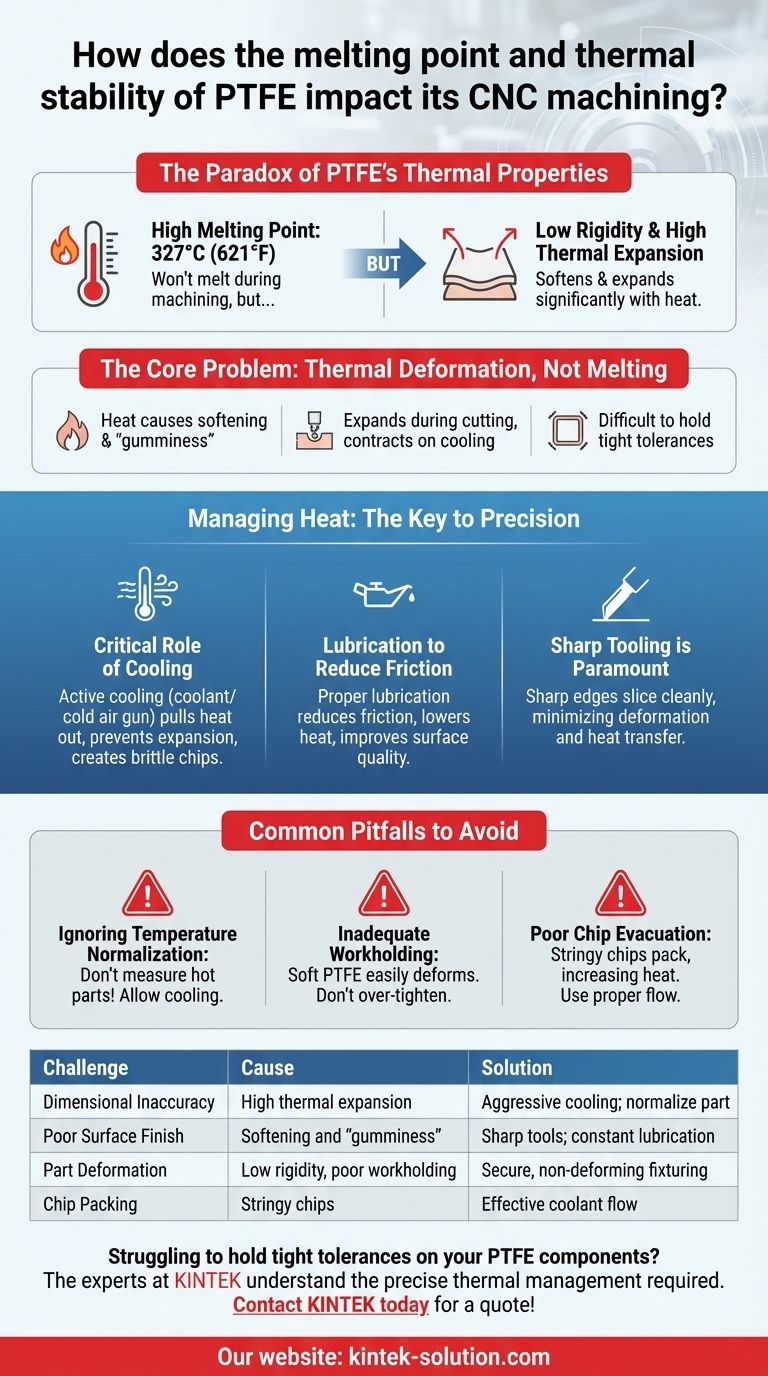
Le paradoxe des propriétés thermiques du PTFE
La réputation du PTFE pour sa résistance aux températures élevées est un avantage majeur dans son application finale, mais elle peut créer un faux sentiment de sécurité pendant le processus de fabrication. La dynamique de l'usinage CNC introduit des facteurs qui font de la chaleur une variable critique à contrôler.
Point de fusion élevé contre faible rigidité
Le PTFE a un point de fusion très élevé de 327 °C (621 °F) et peut fonctionner en continu à des températures allant jusqu'à 260 °C (500 °F).
Cependant, le PTFE est également un matériau très tendre avec une faible rigidité. La friction générée par l'outil de coupe produit une chaleur localisée qui, bien que bien en dessous du point de fusion, est plus que suffisante pour provoquer le ramollissement, l'expansion et le comportement « gommeux » du matériau.
Ce comportement entraîne de mauvaises finitions de surface et rend extrêmement difficile le maintien de tolérances serrées, car la pièce peut se déformer sous la pression de l'outil lui-même.
La dilatation thermique est le véritable ennemi
Le défi le plus important est le coefficient élevé de dilatation thermique du PTFE. Lorsque le matériau chauffe sous l'effet de l'usinage, il se dilate.
Si une caractéristique est usinée aux dimensions précises pendant que la pièce est chaude, elle se contractera en refroidissant, ce qui entraînera un composant sous-dimensionné et hors spécifications. Cet effet est la cause la plus fréquente d'échec lors de l'usinage du PTFE avec des tolérances serrées.
Gérer la chaleur : la clé de la précision
Étant donné que la déformation thermique est le défi central, chaque aspect de la stratégie d'usinage doit être orienté vers la minimisation et la gestion de la génération de chaleur.
Le rôle critique du refroidissement
Le refroidissement actif est non négociable pour les travaux de précision. L'utilisation d'un flux constant de liquide de refroidissement ou d'un pistolet à air froid directement au point de contact est essentielle.
Ceci a deux objectifs : il évacue la chaleur du pièce pour éviter la dilatation thermique, et il aide à créer des copeaux plus cassants qui se détachent proprement au lieu de s'enrouler autour de l'outil.
La lubrification pour réduire la friction
La lubrification est essentielle pour réduire la source de chaleur en premier lieu : la friction.
Un liquide de refroidissement approprié réduit la friction entre l'outil de coupe et le matériau, permettant une action de cisaillement plus nette. Cela maintient non seulement les températures basses, mais améliore également la qualité de surface finale.
Des outils tranchants sont primordiaux
L'utilisation d'outils de coupe extrêmement tranchants conçus pour les plastiques tendres est cruciale.
Les outils émoussés ne coupent pas ; ils labourent le matériau, générant une friction et une chaleur immenses. Un tranchant tranche proprement, minimisant la déformation du matériau et assurant que la chaleur est évacuée dans le copeau plutôt que transférée dans la pièce.
Pièges courants à éviter
Comprendre les modes de défaillance courants est essentiel pour développer une stratégie d'usinage réussie pour le PTFE.
Ignorer la normalisation de la température
Une erreur fréquente est de mesurer la pièce pour l'inspection finale immédiatement après la dernière coupe. La chaleur résiduelle la maintiendra dans un état dilaté. La pièce doit être laissée refroidir et se stabiliser à température ambiante avant de prendre toute mesure critique.
Maintien inadéquat de la pièce
La mollesse du PTFE le rend très susceptible d'être écrasé ou déformé par la pression de serrage. Un serrage excessif d'un étau déformera le matériau brut, et toutes les caractéristiques usinées seront inexactes une fois la pression relâchée. L'outillage doit être sûr mais ne pas déformer la matière première.
Mauvaise évacuation des copeaux
Les copeaux mous et filandreux produits par le PTFE peuvent facilement s'enrouler autour de l'outil de coupe et de la broche. Ce « bourrage de copeaux » augmente la friction, génère plus de chaleur et peut gravement altérer la finition de surface de la pièce. Un écoulement de liquide de refroidissement adéquat est essentiel pour évacuer ces copeaux de la zone de coupe.
Faire le bon choix pour votre objectif
Votre stratégie d'usinage doit s'adapter en fonction de l'exigence la plus critique pour le composant final.
- Si votre objectif principal est la précision dimensionnelle : Privilégiez un refroidissement agressif avec un liquide de refroidissement en nappe ou un pistolet à air froid et laissez la pièce se normaliser complètement à température ambiante avant de prendre les mesures finales.
- Si votre objectif principal est la finition de surface : Utilisez des outils extrêmement tranchants et polis avec un angle de dépouille positif élevé et assurez une lubrification constante pour obtenir une action de cisaillement nette plutôt qu'un étalement.
- Si votre objectif principal est la vitesse de production : Optimisez soigneusement les vitesses et les avances ; plus vite n'est pas toujours mieux si cela introduit une chaleur excessive qui ruine la pièce et nécessite une retouche.
Maîtriser l'usinage du PTFE se résume à un seul principe : contrôlez la chaleur, et vous contrôlerez la pièce.
Tableau récapitulatif :
| Défi | Cause | Solution |
|---|---|---|
| Imprécision dimensionnelle | Forte dilatation thermique due à la chaleur de coupe | Refroidissement agressif ; laisser la pièce se normaliser à température ambiante |
| Mauvaise finition de surface | Ramollissement et comportement « gommeux » dus à la chaleur | Outils tranchants et polis ; lubrification constante |
| Déformation de la pièce | Faible rigidité et mauvais maintien de la pièce | Outillage de fixation sûr, ne déformant pas |
| Bourrage de copeaux | Copeaux mous et filandreux s'enroulant autour de l'outil | Flux de liquide de refroidissement efficace pour l'évacuation des copeaux |
Vous avez du mal à respecter des tolérances serrées sur vos composants en PTFE ? Les experts de KINTEK comprennent la gestion thermique précise requise pour l'usinage des joints, des revêtements et de la verrerie en PTFE. Nous sommes spécialisés dans la fabrication sur mesure, du prototype aux commandes à grand volume pour les industries des semi-conducteurs, médicales et de laboratoire. Laissez-nous appliquer notre expertise en production de précision à votre projet.
Contactez KINTEB dès aujourd'hui pour discuter de vos besoins spécifiques et obtenir un devis !
Guide Visuel
Produits associés
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Tuyaux hélicoïdaux en PFA haute performance et services de fabrication personnalisée en PTFE avec raccords soudés et composants cintrés avec précision
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
Les gens demandent aussi
- Quelle est la plage de compatibilité chimique des appareils de laboratoire en PTFE ? Découvrez sa résistance chimique quasi universelle.
- Quels types de produits finis sont fabriqués à partir de PTFE ? Joints, paliers, verrerie de laboratoire et plus encore
- Quelles sont les principales propriétés de résistance chimique des appareils de laboratoire en PTFE ? Pureté et Inertie Inégalées
- Comment le PTFE minimise-t-il la contamination des échantillons ? Assurez une pureté inégalée pour les analyses critiques
- Quelle est la plage de température de fonctionnement pour la verrerie de laboratoire en PTFE ? Maîtriser les limites thermiques de -200°C à +260°C



















