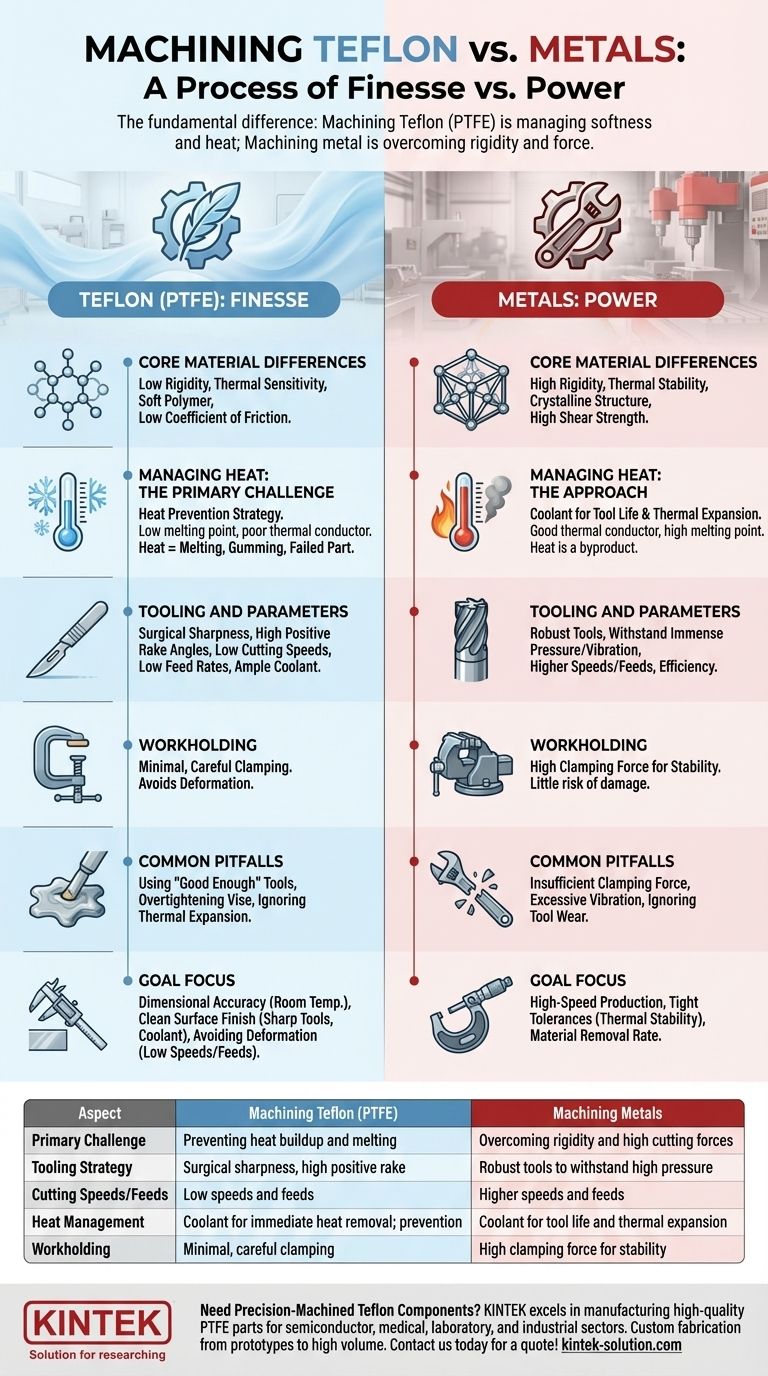
La différence fondamentale est que l'usinage du Téflon (PTFE) est un processus de gestion de la douceur et de prévention de l'accumulation de chaleur, tandis que l'usinage du métal est un processus de dépassement de la rigidité et de gestion d'immenses forces de coupe. Vous usinez le Téflon avec finesse, en utilisant des outils d'une netteté chirurgicale à basse vitesse pour éviter de le faire fondre ; vous usinez le métal avec puissance, en utilisant des outils robustes pour cisailler un matériau beaucoup plus dur.
Bien que les deux processus impliquent l'enlèvement de matière, ils sont régis par des principes opposés. Le succès avec les métaux repose sur la rigidité et la puissance pour résister à des forces élevées, tandis que le succès avec le Téflon dépend entièrement d'un outillage tranchant, d'une faible contrainte et de la prévention de la chaleur pour éviter de déformer ou de faire fondre le matériau mou.

Les différences fondamentales des matériaux
Les propriétés distinctes du Téflon et des métaux dictent chaque aspect du processus d'usinage, de l'outillage et des vitesses à la manière de maintenir la pièce.
Métaux : Grande rigidité et stabilité thermique
Les métaux sont des structures cristallines rigides. Pour les couper, il faut exercer une force suffisante pour dépasser leur résistance au cisaillement.
Cela nécessite des machines et des outils puissants et rigides capables de résister à une pression et des vibrations immenses sans déflexion. La chaleur est un sous-produit, mais les métaux ont généralement des points de fusion élevés et une bonne conductivité thermique, dissipant la chaleur loin de la zone de coupe.
Téflon (PTFE) : Faible rigidité et sensibilité thermique
Le Téflon est un polymère souple avec un très faible coefficient de frottement. Au lieu de résister à la force, il préfère se déformer ou s'éloigner d'elle.
Il a également un point de fusion très bas et est un mauvais conducteur thermique. Cela signifie que toute chaleur générée par le frottement reste juste au niveau de l'arête de coupe, ce qui entraîne rapidement la fusion, l'encrassement de l'outil et une pièce défectueuse.
Gestion de la chaleur : Le défi principal
La chaleur est l'ennemi central lors de l'usinage du Téflon. Toute la stratégie tourne autour de la prévention de sa génération en premier lieu.
Le problème de la chaleur et du Téflon
Parce que le Téflon ne conduit pas bien la chaleur, le frottement d'un outil de coupe crée un pic de température intense et localisé. Cela fait fondre instantanément le matériau, ce qui entraîne une surface gommeuse, une mauvaise finition de surface et des dimensions imprécises.
L'approche du métal face à la chaleur
Dans l'usinage des métaux, le liquide de refroidissement est principalement utilisé pour préserver la durée de vie de l'outil de coupe et empêcher la pièce de trop se dilater. La pièce métallique elle-même peut généralement absorber une quantité significative de chaleur sans fondre.
L'approche du Téflon face à la chaleur
La stratégie pour le Téflon est la prévention de la chaleur. Ceci est réalisé grâce à une combinaison de facteurs :
- Des outils extrêmement tranchants pour cisailler proprement avec un minimum de frottement.
- Des vitesses de coupe plus faibles pour réduire le taux d'accumulation de chaleur par frottement.
- Des vitesses d'avance minimales pour réduire la pression sur le matériau.
- Un liquide de refroidissement abondant pour évacuer immédiatement le peu de chaleur générée.
Outillage et paramètres : Une stratégie de finesse
Les outils et les réglages utilisés pour le Téflon sont fondamentalement différents de ceux utilisés pour la plupart des métaux.
Le besoin d'une netteté chirurgicale
Un outil considéré comme suffisamment tranchant pour l'aluminium ne fera probablement que frotter et faire fondre le Téflon. Les outils pour le Téflon doivent avoir une arête de coupe très tranchante et polie et des angles de coupe positifs élevés pour trancher le matériau proprement, un peu comme un couteau bien aiguisé coupant une tomate molle.
Vitesses et avances plus faibles
Alors que les machinistes augmentent souvent les vitesses pour améliorer les temps de cycle dans les métaux, le faire avec du Téflon est une recette pour l'échec. Les vitesses de coupe faibles et les vitesses d'avance faibles sont non négociables. Elles minimisent le frottement, qui est la principale source de chaleur.
Maintien de la pièce et serrage
Les métaux peuvent être serrés fermement dans un étau avec peu de risque de dommage. Serrer le Téflon avec la même force l'écrasera ou le déformera, ruinant la pièce avant même la première coupe. Il nécessite une pression de serrage minimale et soigneusement appliquée.
Pièges courants à éviter
Comprendre les différences vous aide à éviter les erreurs les plus courantes que les machinistes commettent lors du passage des métaux aux plastiques.
Erreur 1 : Utiliser un outil "suffisamment bon"
Un outil légèrement usé labourera le Téflon au lieu de le couper. Cette action de frottement génère d'énormes quantités de chaleur, conduisant à une surface fondue et inutilisable. Utilisez toujours votre outillage le plus tranchant.
Erreur 2 : Trop serrer l'étau
Les techniciens habitués à serrer un étau pour maintenir l'acier détruiront facilement une pièce en Téflon. La douceur du matériau signifie qu'il doit être maintenu avec juste assez de pression pour le fixer, et pas plus.
Erreur 3 : Ignorer la dilatation thermique
Parce que le Téflon est sensible aux changements de température, une pièce peut être parfaitement conforme aux spécifications tant qu'elle est chaude après l'usinage, mais sortir de la tolérance à mesure qu'elle refroidit à température ambiante. Pour les pièces de haute précision, la normalisation de la température est essentielle.
Faire le bon choix pour votre objectif
Votre stratégie d'usinage doit s'adapter aux propriétés uniques du Téflon pour obtenir un résultat positif.
- Si votre objectif principal est la précision dimensionnelle : Vous devez utiliser une pression de serrage minimale et laisser le matériau se stabiliser à température ambiante avant de prendre les mesures finales.
- Si votre objectif principal est une finition de surface propre : Vous devez utiliser des outils exceptionnellement tranchants avec un angle de coupe positif élevé et un flux constant de liquide de refroidissement pour éviter toute fusion localisée.
- Si votre objectif principal est d'éviter la déformation de la pièce : Vous devez utiliser des vitesses de coupe et des vitesses d'avance faibles pour minimiser à la fois la pression de l'outil et l'apport de chaleur dans la pièce.
En fin de compte, l'usinage réussi du Téflon exige un changement de mentalité, passant de l'application de la force à l'application de la finesse.
Tableau récapitulatif :
| Aspect | Usinage du Téflon (PTFE) | Usinage des métaux |
|---|---|---|
| Défi principal | Prévenir l'accumulation de chaleur et la fusion | Surmonter la rigidité et les forces de coupe élevées |
| Stratégie d'outillage | Netteté chirurgicale, angles de coupe positifs élevés | Outils robustes pour résister à une pression élevée |
| Vitesses/Avances de coupe | Vitesses et avances faibles pour minimiser le frottement | Vitesses et avances plus élevées pour l'efficacité |
| Gestion de la chaleur | Liquide de refroidissement pour l'évacuation immédiate de la chaleur ; la prévention est essentielle | Liquide de refroidissement pour la durée de vie de l'outil et le contrôle de la dilatation thermique |
| Maintien de la pièce | Serrage minimal et soigneux pour éviter la déformation | Force de serrage élevée pour la stabilité |
Besoin de composants en Téflon usinés avec précision ?
L'usinage du Téflon exige une expertise spécialisée pour éviter les pièges courants comme la fusion et la déformation. KINTEK excelle dans la fabrication de composants en PTFE de haute qualité (joints, revêtements, verrerie de laboratoire, etc.) pour les secteurs des semi-conducteurs, médical, de laboratoire et industriel. Nous privilégions la production de précision et proposons une fabrication sur mesure, des prototypes aux commandes en grand volume, garantissant que vos pièces répondent aux spécifications exactes.
Laissez notre expertise travailler pour vous. Contactez-nous dès aujourd'hui pour un devis !
Guide Visuel
Produits associés
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Système de réaction continu en Téflon haute température et ballon à trois cols résistant au HF pour le traitement pétrochimique
- Boules personnalisées en PTFE Téflon pour applications industrielles avancées
- Réacteur personnalisable en polytétrafluoroéthylène PTFE et ballon en Téflon résistant à la corrosion
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
Les gens demandent aussi
- Pourquoi la sélection des outils est-elle importante dans l'usinage CNC des pièces en PTFE ? Atteindre la précision et la qualité
- Quels avantages les pièces en PTFE sur mesure offrent-elles pour l'efficacité industrielle ? Augmentez les temps de disponibilité et réduisez les coûts
- Quels sont les principaux avantages de l'utilisation du PTFE pour les pièces sur mesure ? Résoudre des défis d'ingénierie complexes
- Quelles sont les tailles minimales et maximales pour l'usinage de pièces en PTFE ? Concevoir pour réussir sans limites universelles
- Quelles sont les propriétés clés du Téflon (PTFE) utilisées dans les pièces sur mesure ? | Atteignez des performances optimales



















