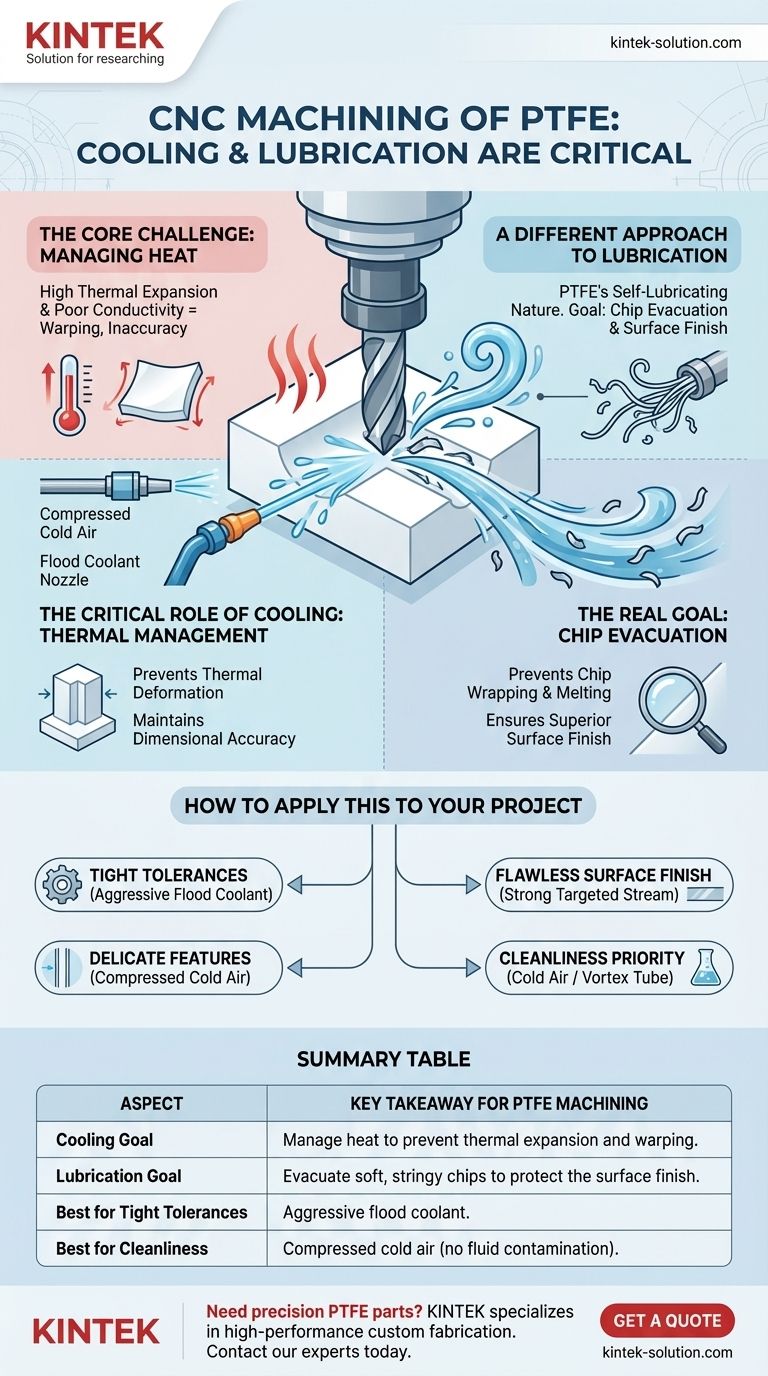
Lors de l'usinage CNC du PTFE, le refroidissement et la lubrification ne sont pas seulement bénéfiques ; ils sont critiques. Leur rôle principal est de gérer l'extrême sensibilité à la chaleur du matériau. Un refroidissement efficace empêche directement la déformation thermique et le gauchissement, assurant ainsi la précision dimensionnelle, tandis que le jet de fluide remplit la fonction essentielle d'évacuer les copeaux pour maintenir une coupe nette et un état de surface supérieur.
Étant donné que le PTFE est un mauvais conducteur thermique avec un taux élevé de dilatation thermique, le refroidissement actif est le facteur le plus important pour maintenir la stabilité dimensionnelle. Sa nature autolubrifiante signifie que l'objectif d'un fluide est moins lié au frottement qu'à une évacuation agressive des copeaux.

Le Défi Principal : Gérer la Chaleur dans le PTFE
Comprendre comment le PTFE se comporte avec la chaleur est fondamental pour l'usiner avec succès. Ses propriétés uniques créent un ensemble spécifique de défis que le refroidissement et la lubrification sont conçus pour résoudre.
Forte Dilatation Thermique
Le PTFE possède l'un des coefficients de dilatation thermique les plus élevés parmi les polymères. Même une légère augmentation de la température peut provoquer une expansion significative du matériau, détruisant les tolérances serrées.
Faible Conductivité Thermique
Contrairement aux métaux, le PTFE est un excellent isolant thermique. Il ne dissipe pas la chaleur loin de l'outil de coupe. Cela provoque une concentration de la chaleur juste au point de contact, entraînant une fusion et une déformation localisées.
La Conséquence : Gauchissement et Imprécision
La combinaison d'une forte expansion et d'une faible conductivité est une recette pour l'échec. La chaleur localisée provoque une expansion inégale de la pièce, ce qui entraîne des pièces déformées, des caractéristiques imprécises et un taux de rebut élevé si elle n'est pas gérée correctement.
Le Rôle Critique du Refroidissement
Le refroidissement est votre principale défense contre les défis thermiques du PTFE. Ce n'est pas une étape facultative pour obtenir des résultats de haute qualité.
Prévenir la Déformation Thermique
Le travail principal d'un système de refroidissement est d'extraire la chaleur de la pièce et de l'outil aussi rapidement qu'elle est générée. Cela stabilise la température du matériau et empêche l'expansion qui conduit au gauchissement.
Maintenir la Précision Dimensionnelle
En maintenant la pièce à une température fraîche et constante tout au long du processus d'usinage, vous vous assurez que les dimensions que vous coupez sont les dimensions que vous avez lorsque la pièce est finie. Ceci est essentiel pour respecter des tolérances serrées.
Méthodes de Refroidissement Courantes
L'air froid comprimé est une option efficace et propre pour les coupes légères, offrant une bonne élimination de la chaleur et une bonne évacuation des copeaux. Pour un usinage plus agressif ou des coupes profondes, un arrosage continu (généralement une huile soluble dans l'eau) est supérieur en raison de sa capacité à évacuer plus de chaleur et à chasser agressivement les copeaux.
Une Approche Différente de la Lubrification
Bien que les termes « refroidissement » et « lubrification » soient souvent utilisés ensemble, leurs fonctions divergent lors de l'usinage du PTFE.
Nature Autolubrifiante du PTFE
Le PTFE possède un coefficient de friction exceptionnellement bas. Le matériau est intrinsèquement glissant, c'est pourquoi il est souvent utilisé pour les revêtements antiadhésifs et les paliers. Par conséquent, le besoin d'un lubrifiant pour réduire la friction entre l'outil et le matériau est bien moins critique qu'avec les métaux.
Le Véritable Objectif : Évacuation des Copeaux
La fonction principale du jet de fluide dans l'usinage du PTFE est le contrôle des copeaux. Le PTFE produit des copeaux longs, filandreux et mous qui peuvent facilement s'enrouler autour de l'outil ou fondre sur la surface de la pièce. Un flux puissant de liquide de refroidissement ou d'air est vital pour dégager immédiatement ces copeaux de la zone de coupe.
Améliorer l'État de Surface
En évacuant efficacement les copeaux, le fluide empêche qu'ils ne soient recoupés ou qu'ils n'abîment la surface finie. Cette action est cruciale pour obtenir un état de surface lisse et de haute qualité, exempt de matériau fondu.
Comprendre les Pièges
Ne pas gérer correctement l'environnement thermique est la raison la plus fréquente des mauvais résultats lors de l'usinage du PTFE.
Le Risque d'un Refroidissement Insuffisant
Toute interruption ou insuffisance du flux de refroidissement permettra à la chaleur de s'accumuler instantanément. Cela peut ruiner une pièce en quelques secondes, rendant le refroidissement constant et bien dirigé absolument essentiel.
Le Problème de l'Enroulement des Copeaux
Si le flux d'air ou de liquide de refroidissement est trop faible, les copeaux ne seront pas évacués correctement. Cet enroulement peut augmenter la chaleur, endommager l'outil de coupe et détruire l'état de surface du composant.
Contamination par le Liquide de Refroidissement
Bien qu'efficaces, les liquides de refroidissement peuvent être absorbés par les grades poreux de PTFE. Pour les applications dans les secteurs médical ou alimentaire, vous devez vous assurer que le liquide de refroidissement est approuvé pour l'utilisation finale de la pièce ou opter pour une méthode propre comme l'air froid.
Comment Appliquer Ceci à Votre Projet
Votre stratégie de refroidissement et de lubrification doit être dictée par les exigences spécifiques de votre composant.
- Si votre objectif principal est de respecter des tolérances serrées : Privilégiez un refroidissement agressif et constant avec un arrosage continu pour éliminer toute possibilité de dilatation thermique.
- Si votre objectif principal est un état de surface impeccable : Utilisez un jet puissant et ciblé de liquide de refroidissement ou d'air froid spécifiquement pour assurer que les copeaux sont immédiatement dégagés du chemin de coupe.
- Si vous usinez des caractéristiques minces ou délicates : Utilisez de l'air froid comprimé pour minimiser la pression de coupe tout en fournissant le refroidissement essentiel pour empêcher la caractéristique de se déformer.
- Si la propreté de la pièce est la priorité absolue : Reposez-vous exclusivement sur un tube vortex ou un autre système de pistolet à air froid pour éviter toute contamination potentielle par des fluides.
Maîtriser le contrôle thermique est la clé pour obtenir des résultats précis et reproductibles lors de l'usinage du PTFE.
Tableau Récapitulatif :
| Aspect | Conclusion Clé pour l'Usinage du PTFE |
|---|---|
| Objectif du Refroidissement | Gérer la chaleur pour prévenir la dilatation thermique et le gauchissement. |
| Objectif de la Lubrification | Évacuer les copeaux mous et filandreux pour protéger l'état de surface. |
| Idéal pour les Tolérances Serrées | Arrosage continu agressif. |
| Idéal pour la Propreté | Air froid comprimé (aucune contamination par fluide). |
Besoin d'usiner des composants en PTFE avec précision et fiabilité ? Chez KINTEK, nous sommes spécialisés dans la fabrication sur mesure de pièces en PTFE haute performance pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Notre expertise dans la gestion des défis thermiques uniques du PTFE garantit que vos prototypes et vos commandes à haut volume répondent aux exigences dimensionnelles et de finition de surface les plus strictes.
Contactez nos experts en usinage de PTFE dès aujourd'hui pour discuter de votre projet et obtenir un devis.
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Tuyau de condenseur PTFE sur mesure - Dispositif de condensation et purification pour réactions à reflux - Équipement de laboratoire chimique et semi-conducteur
- Système de purification par distillation à reflux de condensation personnalisé en PTFE de 500 ml, résistant à la corrosion, à faible bruit de fond
- Hélice d'Agitation en PTFE Résistante à la Corrosion et Disque de Dispersion en Polytétrafluoroéthylène Personnalisable
- Système de Nettoyage à la Vapeur d'Acide en PTFE Haute Pureté pour Décontamination de Matériel de Laboratoire d'Analyse de Traces avec Technologie de Reflux Fermé Étanche et Capacité Multi-Positions Personnalisable
Les gens demandent aussi
- Quels sont les avantages de l'usinage du PTFE par rapport à d'autres matériaux ? Débloquez des performances supérieures dans des environnements difficiles
- Comment les récipients et appareils de laboratoire en PTFE sont-ils généralement fabriqués ? À l'intérieur du processus d'usinage de précision
- Quelles sont les applications courantes du PTFE usiné ? Exploiter ses propriétés uniques pour des applications exigeantes
- Quelles sont les performances des récipients en polytétrafluoroéthylène (PTFE) en matière de perméation de gaz ? Aperçus d'experts sur l'absorption de solvants
- Quels sont les principaux avantages de l'utilisation du PTFE pour les pièces sur mesure ? Résoudre des défis d'ingénierie complexes



















