Pour éviter les bords rugueux lors du tournage CNC du Téflon, vous devez utiliser des outils de coupe exceptionnellement affûtés avec un angle de dépouille positif, appliquer des quantités généreuses de liquide de refroidissement et utiliser des vitesses d'avance élevées pour minimiser l'accumulation de chaleur. Parce que le Téflon est mou et possède une faible conductivité thermique, la chaleur se concentre sur le tranchant de l'outil, provoquant la fusion et le déchirement du matériau au lieu d'une coupe nette, ce qui est la principale cause des bavures.
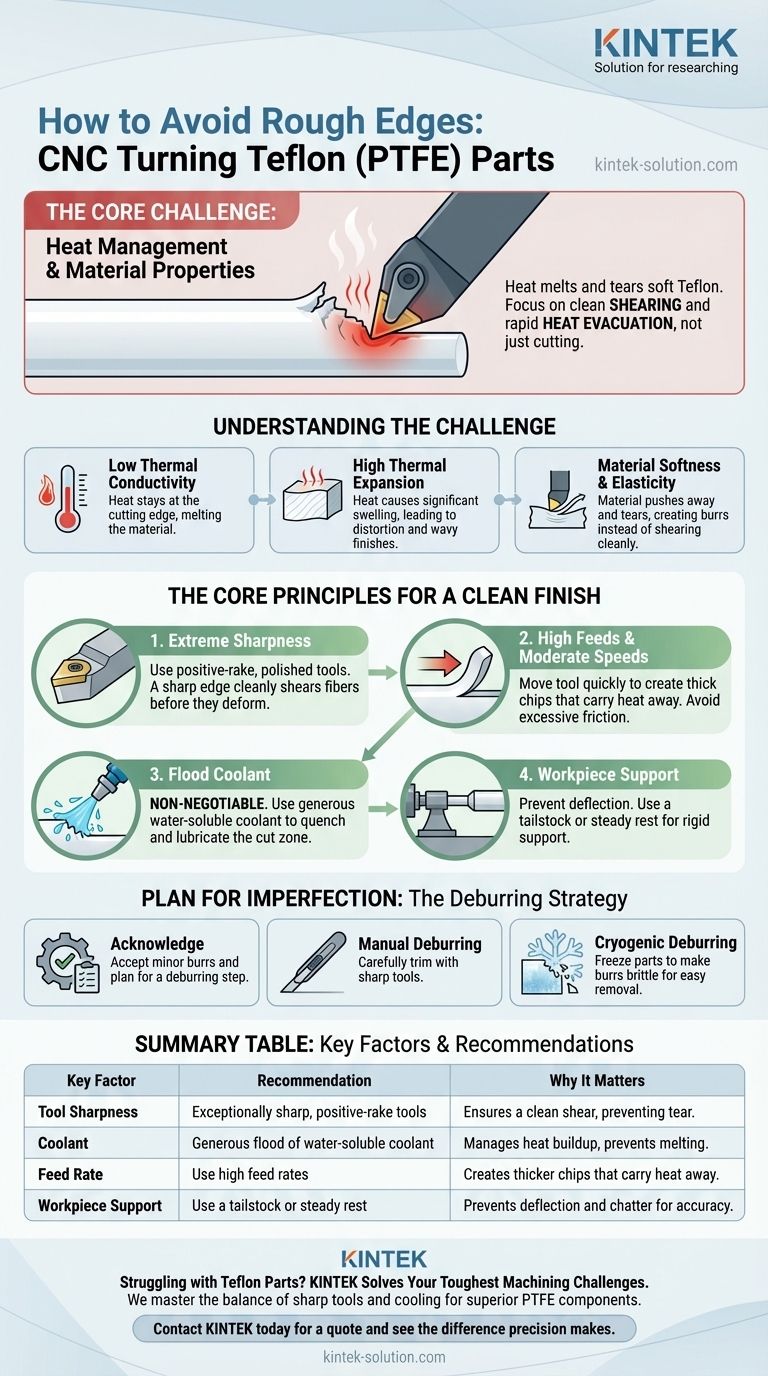
Le défi fondamental avec le Téflon (PTFE) n'est pas sa dureté, mais sa tendance à se déformer et à fondre sous la pression et la chaleur. Votre stratégie doit se concentrer sur la coupe nette du matériau et l'évacuation rapide de la chaleur, en le traitant fondamentalement différemment du métal.

Comprendre le défi : Pourquoi le Téflon crée des bavures
Pour usiner efficacement le Téflon, vous devez d'abord comprendre ses propriétés uniques. La mollesse du matériau, sa dilatation thermique élevée et sa faible conductivité thermique se combinent pour le rendre particulièrement sujet à l'apparition de bords rugueux et de bavures.
Faible conductivité thermique
Le Téflon est un excellent isolant, ce qui signifie qu'il ne transfère pas bien la chaleur. Pendant l'usinage, la chaleur générée par la friction reste concentrée au tranchant de l'outil au lieu de se dissiper à travers la pièce. Cette chaleur localisée fait rapidement fondre le matériau, provoquant son étalement plutôt qu'une formation de copeau propre.
Dilatation thermique élevée
Lorsque cette chaleur concentrée est appliquée, le Téflon se dilate de manière significative. Cela provoque le gonflement et la déformation du matériau pendant la coupe, entraînant des imprécisions dimensionnelles et un engagement imprévisible avec l'outil de coupe, ce qui se traduit souvent par une finition rugueuse ou ondulée.
Mollesse et élasticité du matériau
Contrairement aux métaux, qui se cisaillent proprement lorsqu'un outil est appliqué, le Téflon a tendance à repousser, à s'étirer et à se déchirer. Même un outil légèrement émoussé déformera le matériau avant de le couper, créant une bavure surélevée ou un bord effiloché et flou au lieu d'un coin net.
Les principes fondamentaux pour une finition propre
Obtenir une surface lisse sur des pièces en Téflon tournées nécessite une approche tactique qui contredit directement les propriétés du matériau. L'accent est toujours mis sur une coupe nette et une gestion agressive de la chaleur.
L'outillage est primordial : Utilisez une netteté extrême
Votre outil de coupe est le facteur le plus important. Utilisez des plaquettes spécialement conçues pour les plastiques ou l'aluminium, qui possèdent des tranchants très vifs et polis et un angle de dépouille positif élevé. Un bord net cisaille proprement les fibres polymères avant qu'elles n'aient la possibilité de se déformer ou de se déchirer.
Avances et vitesses : Déplacez le matériau rapidement
Cela peut sembler contre-intuitif, mais une vitesse d'avance élevée est souvent bénéfique. Une avance plus rapide déplace l'outil à travers le matériau de manière décisive, créant un copeau plus épais qui évacue la chaleur de la pièce. Combinez cela avec des vitesses de surface modérées pour éviter que la chaleur de friction excessive ne s'accumule en premier lieu.
Le rôle du liquide de refroidissement : Inonder la zone de coupe
Un refroidissement efficace est non négociable. Utilisez un débit abondant de liquide de refroidissement soluble dans l'eau dirigé précisément vers le tranchant de l'outil. Le liquide de refroidissement sert deux objectifs : il lubrifie la coupe pour réduire la friction et, plus important encore, il trempe immédiatement le matériau pour éviter la fusion et la dilatation thermique.
Support de la pièce : Prévenir la déflexion
Compte tenu de sa mollesse, les pièces en Téflon longues ou minces se plieront ou se déformeront facilement sous la pression de l'outil. Cette déflexion entraîne du chatter, des coupes incohérentes et une mauvaise finition de surface. Utilisez toujours une contreporte ou un appui tournant pour fournir un support rigide en face de l'outil de coupe.
Planifier l'imperfection : La stratégie d'ébavurage
Même avec une technique optimale, produire une pièce en Téflon complètement exempte de bavures peut être exceptionnellement difficile. Une approche professionnelle implique de planifier votre processus d'ébavurage dès le départ.
Accepter l'inévitable
Acceptez que des bavures mineures ou un bord légèrement surélevé soient des résultats courants. Concevoir la pièce en tenant compte de cela et intégrer une étape d'ébavurage dans votre flux de travail permet d'économiser du temps et de réduire la frustration.
Ébavurage manuel
La méthode la plus courante consiste à couper soigneusement les bavures avec un nouveau couteau utilitaire tranchant ou un outil d'ébavurage spécialisé. Cela nécessite une main ferme pour éviter d'endommager la surface finie.
Technique avancée : Ébavurage cryogénique
Pour les pièces à grand volume ou de haute précision, la congélation de la pièce usinée est une technique très efficace. L'abaissement de la température rend le Téflon cassant, permettant aux bavures d'être cassées ou vibrées proprement sans affecter les dimensions finales de la pièce.
Faire le bon choix pour votre processus
Votre approche spécifique doit être adaptée à votre objectif principal, qu'il s'agisse de la finition de surface, de la tolérance dimensionnelle ou de l'efficacité de la production.
- Si votre objectif principal est la meilleure finition de surface possible : Privilégiez un outillage à angle de dépouille positif extrêmement aiguisé et un débit important de liquide de refroidissement dirigé directement sur la coupe.
- Si votre objectif principal est la précision dimensionnelle : Insistez sur un support de pièce rigide avec une contrepointe et utilisez des passes de finition légères et nettes pour minimiser la pression de l'outil et la déflexion.
- Si votre objectif principal est l'efficacité de la production : Acceptez que des bavures mineures soient probables et intégrez un processus d'ébavurage secondaire, comme le rognage manuel ou le traitement cryogénique, dans votre flux de travail.
En traitant le Téflon comme un défi thermique et mécanique unique, vous pouvez produire de manière constante des composants propres, précis et fonctionnels.
Tableau récapitulatif :
| Facteur clé | Recommandation | Pourquoi c'est important |
|---|---|---|
| Netteté de l'outil | Outils à angle de dépouille positif exceptionnellement vifs | Assure une coupe nette, empêchant le déchirement et la déformation du matériau. |
| Liquide de refroidissement | Débit abondant de liquide de refroidissement soluble dans l'eau | Gère l'accumulation de chaleur, principale cause de fusion et de bavures. |
| Vitesse d'avance | Utiliser des vitesses d'avance élevées | Crée des copeaux plus épais qui évacuent la chaleur de la pièce. |
| Support de la pièce | Utiliser une contrepointe ou un appui tournant | Prévient la déflexion et le chatter pour des coupes cohérentes et précises. |
Vous avez du mal avec les pièces en Téflon rugueuses ? KINTEK résout vos défis d'usinage les plus difficiles
La production de composants en Téflon (PTFE) propres et sans bavures nécessite une expertise spécialisée et des outils de précision. KINTEK fabrique des joints, des revêtements et des articles de laboratoire haute performance en PTFE pour les secteurs des semi-conducteurs, médical et industriel. Nous maîtrisons l'équilibre délicat entre outils affûtés, refroidissement agressif et vitesses optimales pour fournir des finitions supérieures et des tolérances serrées.
Laissez-nous appliquer notre expertise à votre projet. Du prototype personnalisé à la production en grand volume, nous garantissons que vos pièces en PTFE sont usinées parfaitement du premier coup.
Contactez KINTEB dès aujourd'hui pour un devis et constatez la différence que fait la précision.
Guide Visuel
Produits associés
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Système de réaction continu en Téflon haute température et ballon à trois cols résistant au HF pour le traitement pétrochimique
- Tiges en PTFE personnalisables pour applications industrielles avancées
Les gens demandent aussi
- Quels sont les principaux avantages de l'utilisation du PTFE pour les pièces sur mesure ? Résoudre des défis d'ingénierie complexes
- Pourquoi la sélection des outils est-elle importante dans l'usinage CNC des pièces en PTFE ? Atteindre la précision et la qualité
- Quels avantages les pièces en PTFE sur mesure offrent-elles pour l'efficacité industrielle ? Augmentez les temps de disponibilité et réduisez les coûts
- Quelles sont les tailles minimales et maximales pour l'usinage de pièces en PTFE ? Concevoir pour réussir sans limites universelles
- Quelles industries utilisent des pièces en PTFE sur mesure et à quelles fins ? Résolvez les défis critiques avec des matériaux haute performance



















