Pour équilibrer l'esthétique et la fonctionnalité dans l'usinage du PTFE, vous devez concevoir avec les propriétés uniques du matériau, et non contre elles. Cela implique de spécifier des paramètres d'usinage qui gèrent sa souplesse inhérente et sa forte dilatation thermique, garantissant que les techniques utilisées pour la précision fonctionnelle produisent simultanément une finition de surface supérieure. Le succès dépend d'une compréhension approfondie du matériau et d'une collaboration étroite entre les équipes de conception et d'ingénierie.
Le principal défi avec le PTFE est que les propriétés mêmes qui le rendent fonctionnellement unique – sa souplesse et sa forte dilatation thermique – sont aussi les principaux obstacles à l'obtention d'une finition propre et esthétiquement agréable. La solution réside dans un contrôle précis de la génération de chaleur et des contraintes mécaniques pendant le processus d'usinage.

Comprendre les défis fondamentaux de l'usinage du PTFE
Pour atteindre un équilibre entre l'apparence et la performance, vous devez d'abord comprendre les propriétés qui rendent le PTFE (Polytétrafluoroéthylène) notoirement difficile à usiner selon des normes élevées.
Sa souplesse inhérente et sa faible rigidité
Le PTFE est un matériau exceptionnellement souple. Bien que cela le rende facile à couper, cela signifie également que le matériau peut facilement se comprimer, se déformer ou se déchirer sous pression.
Cela a un impact direct sur la fonctionnalité par une imprécision dimensionnelle et affecte l'esthétique en provoquant des imperfections de surface comme des bavures ou une texture "duveteuse".
Dilatation thermique élevée
Le PTFE a un coefficient de dilatation thermique très élevé. La chaleur générée par le frottement de l'outil pendant la coupe provoque une dilatation significative du matériau.
Lorsqu'il refroidit, il se contracte, ce qui rend incroyablement difficile le maintien de tolérances serrées (une exigence fonctionnelle). Cette chaleur peut également rendre le matériau gommeux, entraînant une mauvaise finition de surface, d'apparence fondue (un échec esthétique).
Fluage sous contrainte
Lorsqu'il est soumis à une pression de serrage dans une configuration d'usinage, le PTFE peut se déformer lentement avec le temps, une propriété connue sous le nom de fluage sous contrainte ou "écoulement à froid".
Cela peut entraîner un usinage de la pièce hors spécification avant même la première coupe, compromettant à la fois ses dimensions finales et son intégrité visuelle.
Stratégies d'usinage pour une finition supérieure
L'obtention d'une pièce à la fois dimensionnellement précise et visuellement propre nécessite des stratégies spécifiques pour contrecarrer les tendances naturelles du PTFE.
La sélection des outils est essentielle
L'outil de coupe est le facteur le plus important pour la finition de surface. Utilisez des outils de coupe extrêmement tranchants et polis, de préférence en acier rapide (HSS) ou en carbure.
Les outils avec un angle de coupe positif (0 à 15 degrés) sont idéaux car ils créent une action de cisaillement qui coupe proprement plutôt que de pousser ou de déchirer le matériau. Un réaffûtage régulier est non négociable.
Réglage des vitesses et avances
La gestion de la chaleur est l'objectif principal. Le consensus est d'utiliser des vitesses de coupe modérées à élevées (200-500 pieds de surface par minute, ou SFM) combinées à des vitesses d'avance plus lentes (0,002-0,010 pouces par révolution).
Cette combinaison permet à l'outil de couper efficacement tout en minimisant le temps de frottement, et l'avance lente assure une finition plus lisse. Une faible profondeur de coupe aide également à réduire les forces de coupe et la chaleur.
Le rôle essentiel du liquide de refroidissement
L'utilisation d'une quantité généreuse de liquide de refroidissement ou de lubrifiant est cruciale. Son objectif principal n'est pas la lubrification mais la gestion thermique.
Le liquide de refroidissement dissipe immédiatement la chaleur générée au niveau de l'arête de coupe, empêchant le PTFE de se dilater et assurant une stabilité dimensionnelle ainsi qu'une coupe nette et précise.
Application d'une pression de serrage minimale
Pour éviter la déformation de la pièce due à la souplesse et au fluage sous contrainte, utilisez la pression de serrage minimale absolue requise pour maintenir la pièce en toute sécurité.
La répartition de la force de serrage sur une plus grande surface avec des montages personnalisés ou des mors souples peut éviter d'endommager la surface et de comprimer le matériau.
Comprendre les compromis
Travailler avec le PTFE implique d'accepter certaines limitations et de faire des compromis éclairés entre les idéaux de conception et les réalités de production.
Poursuivre des tolérances irréalistes
En raison de sa forte dilatation thermique et de sa souplesse, le PTFE n'est pas le matériau adapté aux applications nécessitant les mêmes tolérances serrées que les métaux ou les polymères plus rigides. Tenter de maintenir des dimensions excessivement serrées entraîne souvent des taux de rebut élevés et des défaillances fonctionnelles.
Sacrifier la vitesse pour la finition
L'obtention d'une finition esthétique vraiment haut de gamme nécessite souvent des vitesses d'avance plus lentes et des coupes moins profondes. Cela augmente le temps d'usinage et les coûts. Le projet doit équilibrer le besoin de perfection visuelle avec les contraintes budgétaires et de calendrier.
Ignorer la sécurité des matériaux
La micro-poussière produite lors de l'usinage du PTFE peut être dangereuse si elle est inhalée. Assurez-vous toujours d'une ventilation adéquate, portez un masque ou usinez le matériau sous un flux constant de liquide de refroidissement pour supprimer la poussière. La fonctionnalité et l'esthétique sont sans importance si la sécurité est compromise.
Faire le bon choix pour votre objectif
Votre objectif principal doit dicter votre approche, en mélangeant l'intention de conception avec les meilleures pratiques d'usinage dès le départ.
- Si votre objectif principal est la fonctionnalité et la précision : Priorisez une gestion thermique agressive avec un flux constant de liquide de refroidissement et des vitesses soigneusement contrôlées pour maintenir la stabilité dimensionnelle avant tout.
- Si votre objectif principal est une finition esthétique impeccable : Mettez l'accent sur l'utilisation d'outils exceptionnellement tranchants et polis avec un angle de coupe positif, des vitesses d'avance plus lentes et des coupes finales très peu profondes pour obtenir une surface lisse.
- Si votre objectif principal est un véritable équilibre : La clé est une collaboration proactive. Les concepteurs doivent créer des caractéristiques adaptées à la nature du PTFE (par exemple, éviter les arêtes vives), et les ingénieurs doivent fournir des retours pour obtenir une conception à la fois belle et usinable.
En fin de compte, maîtriser le PTFE consiste à respecter le matériau et à utiliser des techniques de précision pour le guider vers la forme souhaitée.
Tableau récapitulatif :
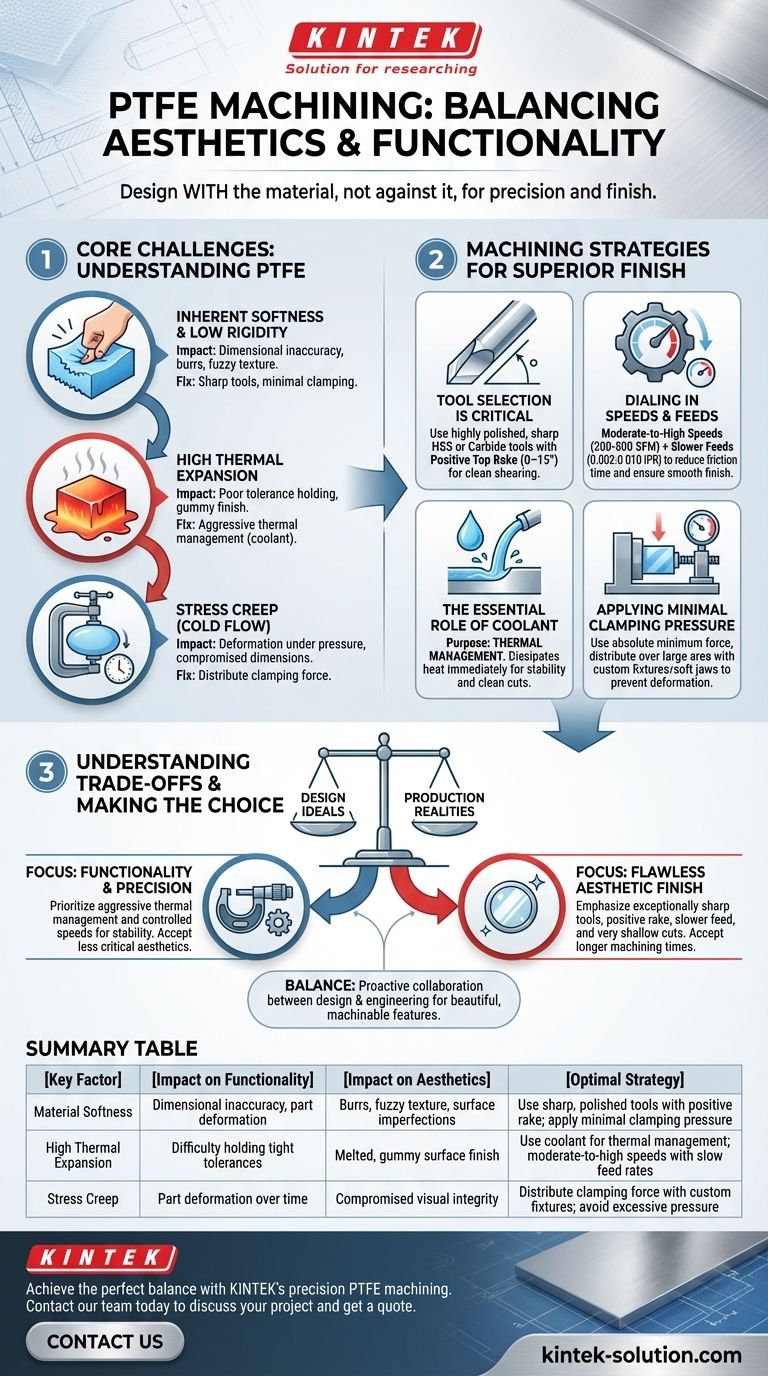
| Facteur clé | Impact sur la fonctionnalité | Impact sur l'esthétique | Stratégie optimale |
|---|---|---|---|
| Souplesse du matériau | Imprécision dimensionnelle, déformation de la pièce | Bavures, texture duveteuse, imperfections de surface | Utiliser des outils tranchants et polis avec un angle de coupe positif ; appliquer une pression de serrage minimale |
| Dilatation thermique élevée | Difficulté à maintenir des tolérances serrées | Finition de surface fondue, gommeuse | Utiliser du liquide de refroidissement pour la gestion thermique ; vitesses modérées à élevées avec des vitesses d'avance lentes |
| Fluage sous contrainte | Déformation de la pièce au fil du temps | Intégrité visuelle compromise | Répartir la force de serrage avec des montages personnalisés ; éviter une pression excessive |
Atteignez l'équilibre parfait entre forme et fonction pour vos composants en PTFE. Chez KINTEK, nous sommes spécialisés dans l'usinage de précision du PTFE pour les secteurs des semi-conducteurs, du médical, des laboratoires et de l'industrie. Notre expertise dans la gestion des propriétés des matériaux comme la souplesse et la dilatation thermique garantit que vos pièces répondent aux exigences fonctionnelles strictes tout en conservant une finition esthétique supérieure. Que vous ayez besoin de prototypes personnalisés ou d'une production en grand volume, nous proposons des solutions adaptées à vos défis uniques. Contactez notre équipe dès aujourd'hui pour discuter de votre projet et obtenir un devis.
Guide Visuel
Produits associés
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Disque de dispersion PTFE Grade Alimentaire et Cosmétique Palette de Mélange Antiadhésive et Résistante à la Corrosion Grande Hélice Personnalisable
Les gens demandent aussi
- Quelles sont les fonctions principales et les caractéristiques de conception d'un panier à fleurs en PTFE ? Optimiser le traitement chimique de haute pureté
- Comment les paniers à fleurs en PTFE se comparent-ils aux supports en quartz ou en acier inoxydable ? Maximisez votre ROI avec des solutions à faible TCO
- Quelle est la fonction principale et l'application d'un panier à fleurs en PTFE ? Guide d'expert pour le traitement de haute pureté
- Quel est le principe de fonctionnement d'un panier fleur en PTFE ? Optimiser l'écoulement des fluides et la pureté pour l'immersion chimique
- Quelle est la plage de température de fonctionnement des paniers fleur en PTFE ? Limites thermiques et performances de -200°C à +260°C.



















