Pour minimiser la déformation du PTFE lors de l'usinage, vous devez utiliser des outils extrêmement tranchants, gérer la chaleur avec des liquides de refroidissement et fixer la pièce avec des dispositifs de serrage offrant un support large sans pression de serrage excessive. La clé est de traiter le matériau avec finesse, car sa mollesse inhérente et son taux élevé de dilatation thermique le rendent sujet à la distorsion sous l'effet de la chaleur et des contraintes mécaniques.
Le défi fondamental dans l'usinage du PTFE n'est pas sa dureté, mais sa mollesse et sa forte dilatation thermique. Le succès dépend d'une stratégie qui privilégie la minimisation de la chaleur et de la pression à chaque étape, du bridage à la coupe, jusqu'à la passe finale.

Comprendre les défis uniques de l'usinage du PTFE
Avant d'appliquer des solutions, il est essentiel de comprendre les propriétés du matériau. Les caractéristiques uniques du PTFE sont précisément ce qui le rend à la fois précieux et difficile à usiner avec précision.
Coefficient élevé de dilatation thermique
Le PTFE se dilate et se contracte considérablement avec les changements de température. La chaleur générée pendant la coupe peut provoquer la déformation du matériau, entraînant des dimensions inexactes une fois qu'il refroidit.
Cette propriété rend le refroidissement actif non seulement une meilleure pratique, mais une nécessité pour maintenir des tolérances serrées.
Mollesse inhérente et manque de rigidité
Contrairement aux métaux, le PTFE manque de rigidité et peut facilement être comprimé ou déformé. Une pression de serrage excessive provenant d'un étau standard déformera la pièce avant même que la première coupe ne soit effectuée.
Cette mollesse signifie également que le matériau peut « repousser » l'outil de coupe au lieu de se cisailler proprement, surtout si l'outil est émoussé.
Faible coefficient de friction
Bien qu'utile dans son application finale, le caractère glissant du PTFE signifie que les outils de coupe peuvent patiner ou frotter s'ils ne sont pas extrêmement tranchants, générant de la friction et de la chaleur au lieu d'un copeau propre.
Stratégies d'usinage fondamentales
Le contrôle de la déformation nécessite une approche systématique qui traite de l'outillage, des réglages de la machine et de la stratégie de coupe.
Le rôle critique du choix de l'outil
Vos outils de coupe doivent être impeccablement tranchants. Un bord émoussé labourera le matériau, créant de la chaleur et du stress, au lieu de le cisailler.
Les outils en acier rapide (HSS) ou en carbure avec un angle de dépouille positif élevé et un tranchant aiguisé et rectifié sont idéaux pour produire une action de tranchage nette.
Optimisation des vitesses et des avances
Bien que le PTFE puisse être coupé rapidement, l'objectif est d'équilibrer la vitesse et la génération de chaleur. Des vitesses élevées peuvent provoquer la fonte ou la déformation du matériau.
Visez des vitesses de coupe comprises entre 200 et 500 m/min et des avances de 0,1 à 0,5 mm/rev. Commencez toujours de manière conservatrice et ajustez en fonction de la qualité de la coupe et de la formation des copeaux.
Considérations avancées sur les parcours d'outil
La manière dont l'outil se déplace à travers le matériau est aussi importante que sa vitesse. Évitez les coupes agressives sur toute la largeur qui exercent une contrainte importante sur la pièce.
Utilisez des parcours d'outil circulaires ou hélicoïdaux pour minimiser les vibrations et assurer un enlèvement de matière plus uniforme. Pour les sections minces, utilisez plusieurs passes peu profondes au lieu d'une seule passe profonde.
Maîtriser le bridage de la pièce et le contrôle environnemental
La manière dont vous maintenez la pièce et gérez l'environnement environnant est souvent le facteur décisif entre une pièce réussie et une pièce ratée.
Le principe de « Soutenir, ne pas Écraser »
L'objectif principal du bridage du PTFE est de fournir un support maximal avec une pression de serrage minimale.
Les mandrins ou étaux standard sont souvent inadaptés. Utilisez plutôt des mâchoires souples moulées sur mesure, des mâchoires à mors réglables (pie-jaws) ou des dispositifs de serrage à vide qui répartissent la force de maintien sur une plus grande surface sans provoquer de distorsion.
La nécessité d'un refroidissement actif
Le liquide de refroidissement est obligatoire pour gérer la dilatation thermique. Un flux constant de liquide de refroidissement dirigé vers le tranchant évacuera la chaleur, stabilisera la pièce et aidera à évacuer les copeaux.
Pour les applications nécessitant une grande pureté, l'air filtré peut également servir de liquide de refroidissement efficace.
Maintenir un environnement stable
Étant donné que le PTFE est très sensible à la température, son usinage dans un environnement à température contrôlée aide à assurer la stabilité dimensionnelle tout au long du processus.
Laissez le matériau s'acclimater à la température de l'atelier avant l'usinage pour éviter les changements de taille pendant l'opération.
Comprendre les compromis
Chaque décision dans l'usinage du PTFE implique de mettre en balance des facteurs concurrents. Reconnaître ces compromis est essentiel pour développer un processus fiable.
Vitesse par rapport à la précision dimensionnelle
Pousser pour des temps de cycle plus rapides en augmentant les vitesses de coupe générera presque toujours plus de chaleur. Cela compromet directement la précision dimensionnelle en raison de la dilatation thermique. Pour un travail de tolérance serrée, privilégiez une coupe plus froide et plus lente.
Pression de bridage par rapport à la sécurité
C'est le dilemme central du maintien de la pièce. Trop peu de pression et la pièce peut bouger ou vibrer pendant la coupe, ruinant la finition. Trop de pression et la pièce se déforme avant même que vous ne commenciez. C'est pourquoi les dispositifs de serrage spécialisés à contact intégral sont si efficaces.
Utilisation du liquide de refroidissement par rapport à la contamination de la pièce
Bien que le liquide de refroidissement soit essentiel pour le contrôle thermique, le type de liquide de refroidissement peut être un facteur pour les pièces utilisées dans les industries médicale, alimentaire ou électronique. Dans ces cas, il peut être nécessaire de garantir la compatibilité du liquide de refroidissement ou d'utiliser de l'air froid et propre.
Faire le bon choix pour votre objectif
Votre objectif spécifique doit guider votre stratégie d'usinage.
- Si votre objectif principal est la précision dimensionnelle maximale : Privilégiez un refroidissement agressif et des vitesses et avances conservatrices, permettant à la pièce de rester thermiquement stable.
- Si votre objectif principal est une finition de surface de haute qualité : Assurez-vous que vos outils de coupe sont parfaitement tranchants avec un angle de dépouille positif élevé et utilisez une « passe de finition » légère et finale pour nettoyer toute déflexion du matériau.
- Si votre objectif principal est d'usiner des pièces à paroi mince ou délicates : Utilisez des dispositifs de serrage à vide spécialisés ou moulés sur mesure et employez des parcours d'outil qui minimisent les forces de coupe, comme l'interpolation hélicoïdale.
En fin de compte, l'usinage réussi du PTFE est une discipline de contrôle, où la gestion de la chaleur et de la pression est la clé pour atteindre la précision.
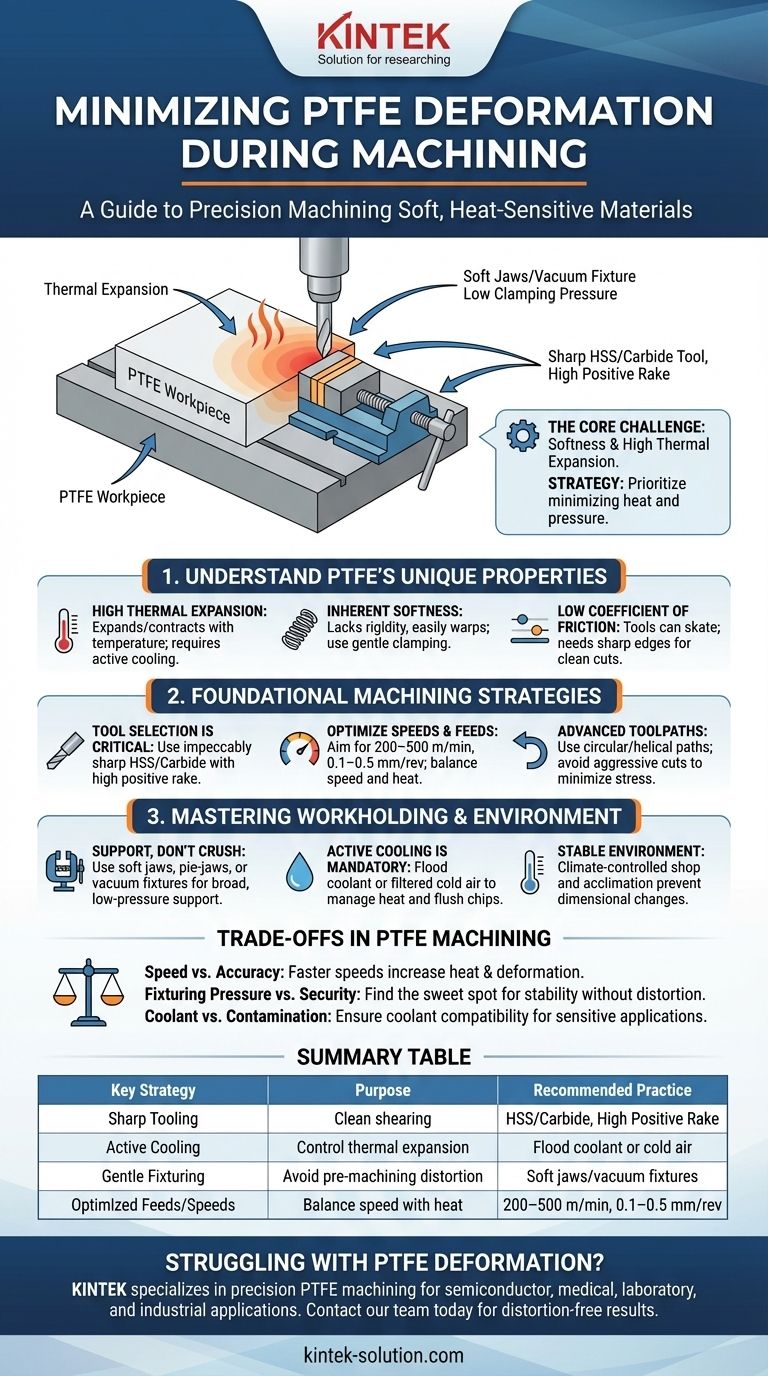
Tableau récapitulatif :
| Stratégie clé | Objectif | Pratique recommandée |
|---|---|---|
| Outils tranchants | Cisaillement net, friction minimale | Utiliser des outils HSS/Carbure avec un angle de dépouille positif élevé |
| Refroidissement actif | Contrôler la dilatation thermique | Arrosage de liquide de refroidissement ou air froid dirigé sur la coupe |
| Bridage doux | Éviter la distorsion avant l'usinage | Utiliser des mors souples, des mâchoires à mors réglables ou des dispositifs à vide |
| Avances/Vitesses optimisées | Équilibrer la vitesse et la génération de chaleur | Vitesse de 200 à 500 m/min, avance de 0,1 à 0,5 mm/rev |
Vous rencontrez des problèmes de déformation du PTFE dans vos composants ? KINTEK est spécialisée dans l'usinage de précision du PTFE pour les applications dans les semi-conducteurs, le médical, les laboratoires et l'industrie. Notre expertise en fabrication personnalisée — des prototypes aux commandes à haut volume — garantit que vos pièces respectent les tolérances exactes sans compromis. Contactez notre équipe dès aujourd'hui pour discuter des exigences de votre projet et obtenir des résultats sans distorsion.
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Découpeur de membrane filtrante en PTFE haute pureté avec lame céramique pour analyse PM2.5 et séparateur de papier filtre de laboratoire personnalisable
Les gens demandent aussi
- Pourquoi le PTFE usiné est-il populaire dans le domaine médical ? Biocompatibilité et précision inégalées
- Les pièces usinées en PTFE peuvent-elles être personnalisées ? Obtenez des solutions de précision pour les applications exigeantes
- Quelles sont les options de personnalisation disponibles pour les matériaux PTFE ? Adaptez les performances à votre application
- Comment les récipients et appareils de laboratoire en PTFE sont-ils généralement fabriqués ? À l'intérieur du processus d'usinage de précision
- Les pièces en PTFE peuvent-elles être personnalisées en fonction d'exigences spécifiques ? Obtenez des composants en PTFE personnalisés avec précision



















