Pour réduire la formation de bavures lors de l'usinage du PTFE, vous devez utiliser des outils de coupe extrêmement tranchants avec un angle de dépouille positif, gérer la chaleur avec des vitesses et un liquide de refroidissement appropriés, et utiliser de faibles pressions de coupe. Le PTFE étant mou et se déformant facilement sous l'effet de la chaleur et des contraintes, l'objectif est de cisailler le matériau proprement plutôt que de le repousser.
Le défi fondamental avec le PTFE est sa tendance à se déformer et à fondre plutôt qu'à former des copeaux comme un métal. Prévenir les bavures nécessite de changer votre état d'esprit, passant d'un enlèvement agressif de matière à une stratégie de tranchage précis et à faible contrainte qui respecte la mollesse inhérente et la forte dilatation thermique du matériau.

Pourquoi l'usinage du PTFE exige une approche unique
Le polytétrafluoroéthylène (PTFE) n'est pas un plastique typique. Ses propriétés uniques le rendent facile à couper mais difficile à couper proprement et avec précision. Comprendre ces caractéristiques est la première étape pour éliminer les bavures.
L'impact de la mollesse du matériau
Le PTFE a une faible densité et est exceptionnellement mou. Un tranchant émoussé ne cisaillera pas le matériau ; il le poussera simplement, provoquant sa déformation et son étirement. Cette déformation plastique est la cause principale des bavures.
Le rôle critique de la dilatation thermique
Le PTFE possède l'un des coefficients de dilatation thermique les plus élevés parmi les polymères. Même une petite quantité de chaleur générée par la friction de coupe provoquera une expansion significative du matériau. Cela peut entraîner des imprécisions dimensionnelles et faire que le matériau s'encrasse sur l'outil, résultant en une mauvaise finition.
Le défi des contraintes et du serrage
Le matériau est sensible au fluage sous contrainte et à la déformation sous pression. Un serrage excessif dans un étau ou une pince comprimera la pièce. Lorsque la coupe est terminée et que la pression est relâchée, le matériau reprendra sa forme, ruinant la précision dimensionnelle et créant souvent des bavures sur les bords.
Un cadre technique pour l'usinage du PTFE sans bavures
Obtenir une finition propre nécessite un contrôle minutieux de vos outils, de vos paramètres et de votre maintien en place. Chaque élément doit être optimisé pour minimiser la chaleur et les contraintes mécaniques.
La sélection de l'outil est non négociable
Votre principale défense contre les bavures est l'outil de coupe lui-même. N'utilisez que des outils extrêmement tranchants et polis. Un bord affûté, avec une finition miroir, tranche le matériau avec une pression minimale.
Les outils en acier rapide (HSS) ou en carbure non revêtu sont efficaces. La géométrie doit présenter un angle de dépouille positif élevé pour favoriser une action de cisaillement nette.
Calibrage des vitesses et des avances
Vous devez trouver un équilibre dans la vitesse pour éviter deux problèmes différents. Trop lent, et l'outil peut « labourer » le matériau ; trop rapide, et vous générez une chaleur excessive qui provoque la fusion.
Maintenez des vitesses de coupe entre 200 et 1000 m/min. Pour la meilleure finition de surface, utilisez une vitesse d'avance plus lente pour réduire les forces de coupe et améliorer le contrôle.
L'importance du liquide de refroidissement
L'application d'une quantité généreuse de liquide de refroidissement est cruciale. Son rôle principal n'est pas la lubrification mais l'évacuation de la chaleur. En gardant la pièce et l'outil au frais, vous prévenez la dilatation thermique et empêchez le PTFE de devenir pâteux au point de coupe.
Profondeur de passe et évacuation des copeaux
Utilisez une faible profondeur de passe. Une bonne règle est de ne pas dépasser un tiers du diamètre de l'outil. Cela minimise les forces de coupe exercées sur le matériau, réduisant la déformation.
Une évacuation correcte des copeaux est également essentielle pour éviter le recoupage, qui génère plus de chaleur et nuit à la finition de surface.
Pièges courants à éviter
Même avec la bonne configuration, des erreurs courantes peuvent compromettre vos résultats. En être conscient est essentiel pour un succès constant.
Serrage excessif de la pièce
C'est la source la plus fréquente d'erreurs dimensionnelles. Vous devez fixer la pièce juste assez pour la maintenir pendant la coupe. Appliquer une pression de serrage excessive déformera le matériau, conduisant à une pièce inexacte une fois relâchée.
Ignorer l'usure de l'outil
Un tranchant sur un outil s'émousse rapidement lors de la coupe de n'importe quel matériau. Avec le PTFE, même un outil légèrement usé commencera à pousser le matériau au lieu de le couper. Inspectez vos outils fréquemment et remplacez-les ou réaffûtez-les au premier signe d'usure.
Compter sur le post-traitement
Bien que des techniques comme le microbillage ou le micro-polissage puissent éliminer les bavures après coup, elles doivent être considérées comme une étape secondaire. Compter sur elles comme solution principale signifie que votre processus d'usinage de base n'est pas optimisé, ce qui coûte du temps et peut affecter la tolérance de la pièce.
Négliger la sécurité
De fines poussières de PTFE peuvent être générées lors de l'usinage. Elles présentent un risque pour la santé si elles sont inhalées. Travaillez toujours dans un endroit bien ventilé, utilisez du liquide de refroidissement pour supprimer la poussière ou portez un masque approprié.
Faire le bon choix pour votre objectif
Votre stratégie spécifique peut changer légèrement en fonction de la priorité finale de la pièce.
- Si votre objectif principal est la meilleure finition de surface possible : Privilégiez les outils polis extrêmement tranchants, utilisez des vitesses d'avance plus lentes et appliquez beaucoup de liquide de refroidissement.
- Si votre objectif principal est de respecter les tolérances les plus serrées : Concentrez-vous sur la gestion de la chaleur avec du liquide de refroidissement et utilisez la pression de serrage la plus légère possible pour éviter la déformation de la pièce.
- Si votre objectif principal est un taux d'enlèvement de matière plus élevé : Utilisez des outils en carbure tranchants à l'extrémité supérieure de la plage de vitesse recommandée, mais soyez prêt à accepter de légères bavures qui pourraient nécessiter une passe de finition ou un ébavurage léger.
En fin de compte, maîtriser l'usinage du PTFE signifie le traiter avec précision et une touche légère, en veillant à ce que chaque coupe soit une tranche nette.
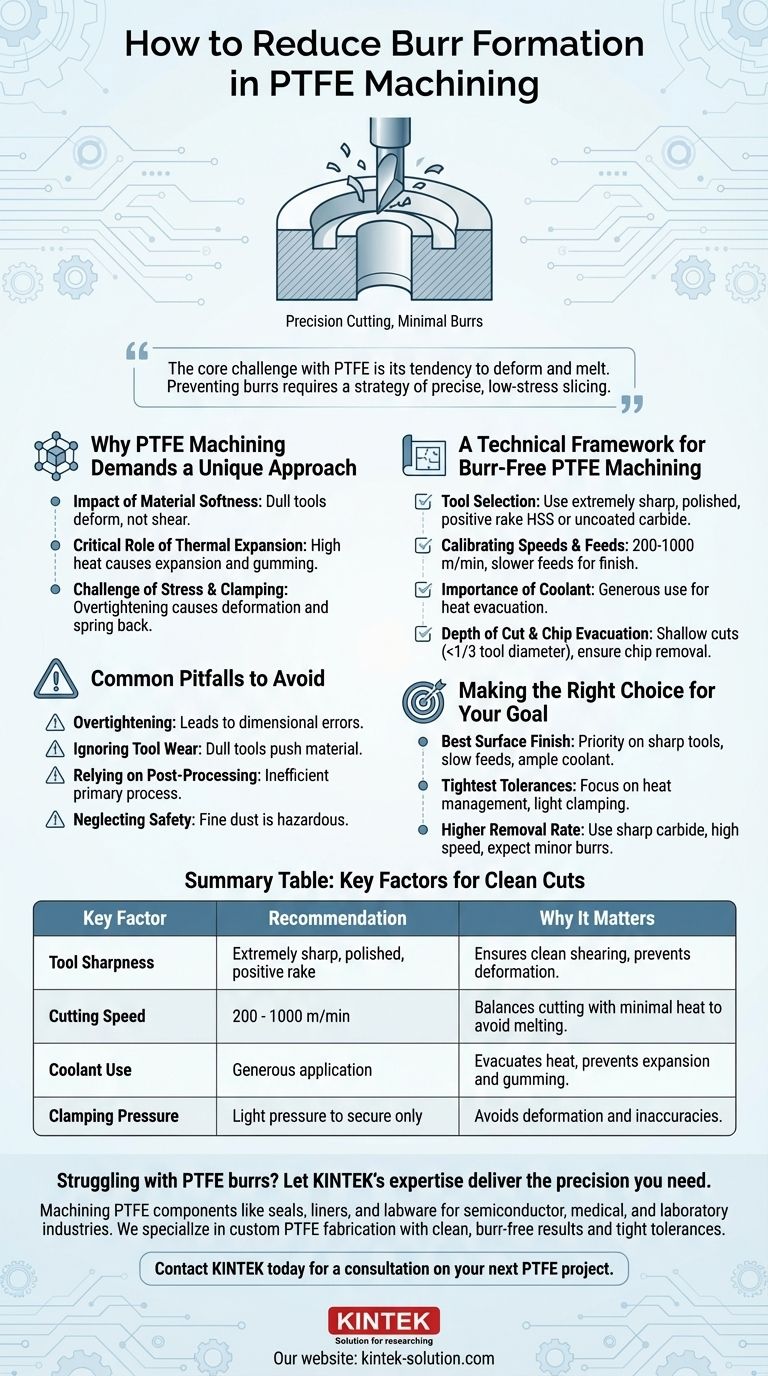
Tableau récapitulatif :
| Facteur clé | Recommandation | Pourquoi c'est important |
|---|---|---|
| Tranchant de l'outil | Outils extrêmement tranchants et polis avec un angle de dépouille positif | Assure un cisaillement net au lieu de pousser le matériau, prévenant la déformation. |
| Vitesse de coupe | 200 - 1000 m/min | Équilibre la coupe efficace avec une génération de chaleur minimale pour éviter la fusion. |
| Utilisation du liquide de refroidissement | Application généreuse pour l'évacuation de la chaleur | Prévient la dilatation thermique et l'encrassement du matériau au point de coupe. |
| Pression de serrage | Pression légère pour maintenir la pièce uniquement | Évite la déformation de la pièce qui entraîne des imprécisions et des bavures lors du desserrage. |
Vous avez des difficultés avec les bavures de PTFE ? Laissez l'expertise de KINTEK vous apporter la précision dont vous avez besoin.
L'usinage de composants en PTFE tels que les joints, les revêtements et la verrerie pour les industries des semi-conducteurs, médicales et de laboratoire nécessite une compréhension approfondie des propriétés du matériau. Chez KINTEK, nous sommes spécialisés dans la fabrication personnalisée de PTFE, des prototypes aux commandes à haut volume, en utilisant des techniques qui privilégient des résultats nets, sans bavures et des tolérances serrées.
Notre équipe utilise des outils tranchants, des paramètres précis et une gestion méticuleuse de la chaleur pour garantir que vos pièces répondent aux normes les plus élevées. Cessez de lutter contre les bavures et commencez à obtenir des performances fiables.
Contactez KINTEK dès aujourd'hui pour une consultation sur votre prochain projet PTFE.
Guide Visuel
Produits associés
- Système de filtration PTFE sur mesure, résistant aux acides, haute pureté, grade semi-conducteur pour traitement chimique
- Robinet en PTFE à Haute Résistance à la Corrosion Valve en Polytétrafluoroéthylène pour Fûts de Stockage Chimique et Systèmes de Transfert de Fluides Personnalisable de Qualité Industrielle
- Système de Filtration Sous Vide PTFE PFA Résistant à la Corrosion Personnalisable et Incassable pour Laboratoire
- Filtre résistant à la corrosion en PTFE avec raccords à vanne PFA et plateau tamiseur intégré
- Seringue en PTFE de 50ml résistante aux produits chimiques à haute température, injecteur en Téflon personnalisé avec joint fileté pour l'analyse de traces
Les gens demandent aussi
- Quelles sont les applications typiques des filtres en PTFE dans la filtration scientifique ? Maîtriser la filtration des produits chimiques agressifs et des gaz
- Pourquoi les filtres en polytétrafluoroéthylène (PTFE) sont-ils préférés pour les applications pharmaceutiques et de bioprocédés de laboratoire ?
- Quelles sont les applications industrielles courantes des filtres en PTFE ? Maîtriser la filtration critique dans les industries exigeantes
- Quelle résistance à la température offrent les filtres en PTFE ? Stabilité thermique inégalée de -200°C à +260°C
- Quelles étapes sont impliquées dans la sélection du filtre en PTFE approprié ? Un guide en 4 étapes pour une filtration optimale



















