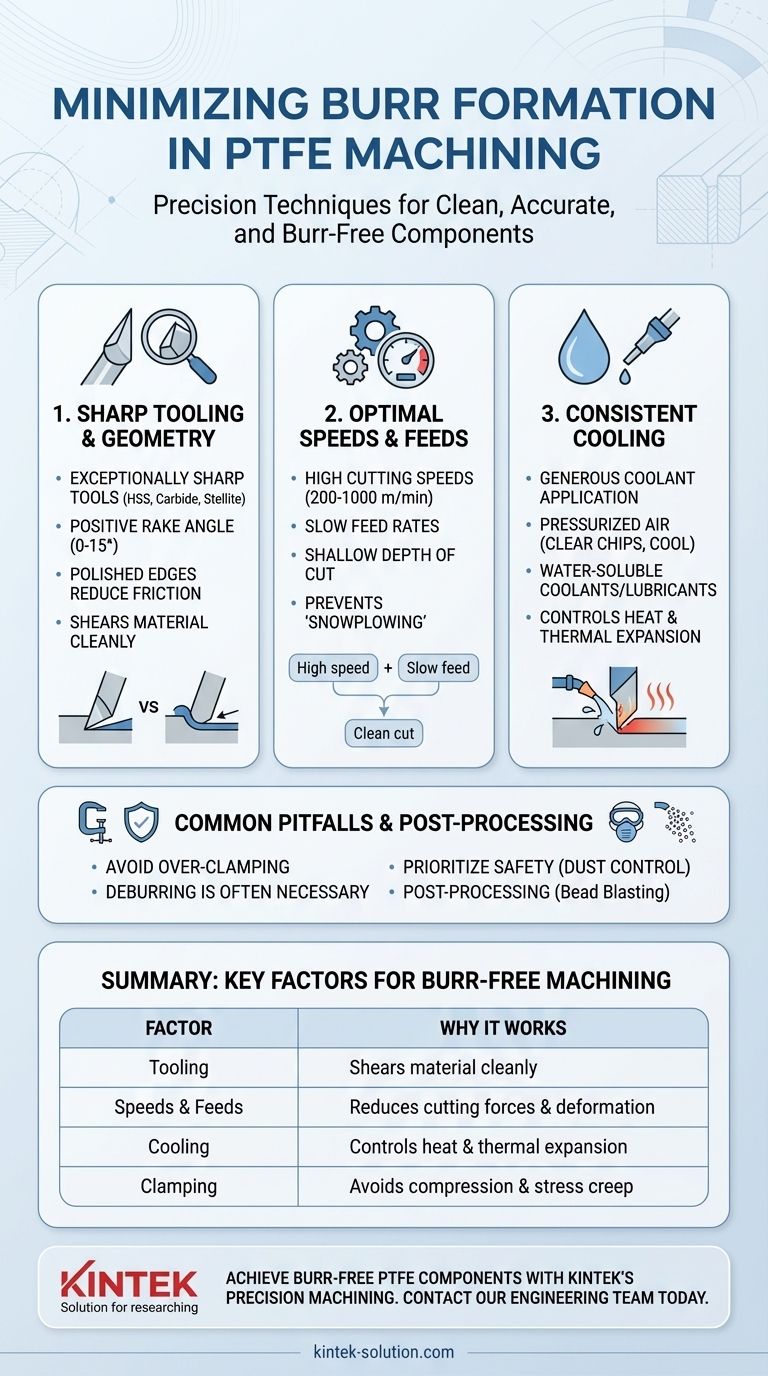
Pour minimiser efficacement la formation de bavures lors de l'usinage du PTFE, vous devez utiliser des outils exceptionnellement tranchants avec un angle de dépouille positif, employer des vitesses de coupe élevées combinées à des vitesses d'avance lentes, et appliquer un refroidissement constant. Ces trois éléments agissent ensemble pour cisailler le matériau proprement au lieu de le pousser ou de le déchirer, ce qui est la principale cause des bavures dans ce polymère mou et « caoutchouteux ».
Le défi fondamental de l'usinage du PTFE n'est pas sa dureté, mais sa mollesse et sa forte dilatation thermique. Le succès dépend moins d'un enlèvement de matière agressif que d'une approche axée sur la finesse qui respecte la tendance du matériau à se déformer sous la pression et la chaleur.

Comprendre les défis uniques de l'usinage du PTFE
Avant d'appliquer des techniques spécifiques, il est crucial de comprendre pourquoi le polytétrafluoroéthylène (PTFE) se comporte différemment des métaux ou même d'autres plastiques. Ses propriétés sont la cause profonde des problèmes d'usinage courants tels que la formation de bavures.
Le problème de la mollesse et de la déformation
Le PTFE est extrêmement mou et possède un faible module d'élasticité. Au lieu de s'écailler proprement comme un matériau rigide, il a tendance à pousser, s'étirer et se déchirer lorsqu'un outil de coupe est appliqué. Cette déformation plastique est ce qui crée les bavures floues et difficiles à enlever le long du bord de coupe.
Coefficient élevé de dilatation thermique
Le PTFE se dilate et se contracte considérablement avec les changements de température. La friction générée par un outil de coupe provoque une chaleur localisée, ce qui fait gonfler le matériau pendant la coupe, puis se contracter lorsqu'il refroidit. Cette instabilité thermique rend difficile le maintien de tolérances serrées et peut aggraver les bavures à mesure que le matériau se déforme autour de l'outil.
Fluage sous contrainte et faible rigidité
Ce matériau est sujet au « fluage sous contrainte », ce qui signifie qu'il se déforme lentement avec le temps lorsqu'il est maintenu sous pression. Une force de serrage excessive lors du montage peut facilement comprimer la pièce, entraînant des dimensions inexactes et des défauts une fois la pression relâchée.
Principes fondamentaux pour un usinage sans bavures
Aborder les propriétés du PTFE nécessite une approche spécifique et disciplinée. Se concentrer sur les trois domaines suivants apportera les améliorations les plus significatives en termes de qualité de coupe.
Outillage : La netteté et la géométrie sont primordiales
Le facteur le plus important est l'outil de coupe lui-même. Un outil émoussé ou mal profilé poussera le matériau au lieu de le cisailler.
Utilisez des outils en acier rapide (HSS) ou en carbure, les outils à pointe en Stellite étant une autre excellente option en raison de leur résistance à l'usure.
Le tranchant doit être extrêmement affûté et poli, souvent appelé « tranchant de rasoir ». Cela réduit la friction et favorise une action de cisaillement nette.
Utilisez un angle de dépouille positif (généralement 0 à 15 degrés). Cette géométrie aide à soulever le copeau loin de la pièce et réduit considérablement les forces de coupe, minimisant la déformation du matériau.
Vitesses et avances : Un équilibre contre-intuitif
La combinaison idéale pour le PTFE est une vitesse de coupe élevée et une vitesse d'avance lente. Cela peut sembler contre-intuitif, mais c'est essentiel pour une coupe nette.
Des vitesses de coupe élevées (200 à 1000 m/min) garantissent que le tranchant de l'outil se déplace assez rapidement pour cisailler le matériau avant qu'il n'ait le temps de se déformer.
Des vitesses d'avance lentes empêchent l'outil de pousser trop de matière à la fois, réduisant ainsi la pression et la friction. Cela donne à l'outil le temps de couper proprement sans « labourer » le PTFE.
Une faible profondeur de passe est également recommandée pour minimiser davantage les forces de coupe.
Gestion thermique : Le rôle du liquide de refroidissement
Le contrôle de la chaleur est non négociable pour maintenir la stabilité dimensionnelle et réduire les bavures.
L'application généreuse d'un liquide de refroidissement est essentielle. L'air pressurisé est souvent efficace pour évacuer les copeaux et fournir un certain refroidissement sans interaction chimique.
Pour les opérations plus intensives, les liquides de refroidissement ou lubrifiants solubles dans l'eau sont très efficaces pour dissiper la chaleur et empêcher le matériau de gonfler.
Pièges courants et post-traitement
Même avec une technique parfaite, la nature du PTFE présente des défis persistants qui nécessitent de la vigilance.
Le danger du sur-serrage
N'utilisez jamais la même pression de serrage pour le PTFE que pour le métal. Utilisez juste assez de force pour maintenir la pièce. Un serrage excessif comprimera le matériau, ce qui entraînera une pièce finale inexacte une fois qu'elle est libérée du montage.
L'inévitabilité de l'ébavurage
Bien qu'une technique appropriée minimise les bavures, elle peut ne pas les éliminer complètement. Prévoyez une étape d'ébavurage. Des lames tranchantes ou des outils d'ébavurage spécialisés peuvent enlever soigneusement le matériau restant. Pour une finition supérieure à plus grande échelle, des méthodes de post-traitement comme le sablage aux billes peuvent être efficaces.
Note critique sur la sécurité
L'usinage du PTFE crée de fines particules de poussière qui peuvent être dangereuses si elles sont inhalées. Travaillez toujours dans un endroit bien ventilé, utilisez un liquide de refroidissement pour supprimer la poussière et portez un équipement de protection individuelle approprié, y compris un masque.
Faire le bon choix pour votre objectif
Votre objectif principal doit guider l'aspect du processus que vous priorisez.
- Si votre objectif principal est la meilleure finition de surface absolue : Privilégiez les outils polis, tranchants comme des rasoirs, avec un angle de dépouille positif et des passes de finition très légères et lentes.
- Si votre objectif principal est de maintenir des tolérances dimensionnelles serrées : Concentrez-vous sur une gestion thermique agressive avec un refroidissement constant et un contrôle méticuleux de la pression de serrage.
- Si votre objectif principal est l'efficacité de la production : Mettez en œuvre un calendrier d'entretien strict des outils pour garantir que les bords sont réaffûtés ou remplacés régulièrement, évitant ainsi la dégradation de la qualité sur une série.
En fin de compte, traiter le PTFE avec précision et une compréhension approfondie de son comportement unique est la clé pour obtenir des résultats nets, précis et sans bavures.
Tableau récapitulatif :
| Facteur clé | Pratique recommandée | Pourquoi cela fonctionne |
|---|---|---|
| Outillage | Outils tranchants comme des rasoirs, angle de dépouille positif (HSS, carbure) | Cise le matériau proprement au lieu de le pousser/déchirer |
| Vitesses et avances | Vitesse de coupe élevée (200-1000 m/min), vitesse d'avance lente | Réduit les forces de coupe et la déformation du matériau |
| Refroidissement | Application généreuse de liquide de refroidissement ou d'air pressurisé | Contrôle la chaleur, empêche la dilatation thermique et le gonflement |
| Serrage | Pression minimale et douce | Évite la compression du matériau et le fluage sous contrainte |
Obtenez des composants en PTFE sans bavures avec l'usinage de précision KINTEK
Vous avez des problèmes de bavures et d'instabilité dimensionnelle avec vos pièces en PTFE ? Les techniques décrites ci-dessus sont au cœur de notre processus de fabrication. Chez KINTEK, nous sommes spécialisés dans l'usinage de composants en PTFE de haute précision — des joints et revêtements personnalisés aux équipements de laboratoire complexes — pour les secteurs des semi-conducteurs, du médical et de l'industrie.
Nous comprenons que votre application exige des performances impeccables. Laissez-nous mettre notre expertise à votre service :
- Précision garantie : Nous utilisons des équipements de pointe et des protocoles stricts pour garantir que chaque pièce répond à vos spécifications exactes.
- Fabrication sur mesure : Des prototypes rapides aux séries de production à haut volume, nous livrons une qualité constante et sans bavures.
- Expertise des matériaux : Nous gérons les défis uniques du PTFE afin que vous n'ayez pas à le faire, vous faisant ainsi gagner du temps et garantissant la fiabilité des pièces.
Prêt pour des composants en PTFE supérieurs ? Contactez notre équipe d'ingénieurs dès aujourd'hui pour discuter des exigences de votre projet.
Guide Visuel
Produits associés
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Hélice d'Agitation en PTFE Résistante à la Corrosion et Disque de Dispersion en Polytétrafluoroéthylène Personnalisable
Les gens demandent aussi
- Quelle est la plage de température de fonctionnement des paniers fleur en PTFE ? Limites thermiques et performances de -200°C à +260°C.
- Quelles sont les fonctions principales et les caractéristiques de conception d'un panier à fleurs en PTFE ? Optimiser le traitement chimique de haute pureté
- Quel est le principe de fonctionnement d'un panier fleur en PTFE ? Optimiser l'écoulement des fluides et la pureté pour l'immersion chimique
- Comment les paniers à fleurs en PTFE se comparent-ils aux supports en quartz ou en acier inoxydable ? Maximisez votre ROI avec des solutions à faible TCO
- Comment un panier à fleurs en PTFE contribue-t-il au rinçage et au séchage efficaces des substrats ? Efficacité des processus Boost Lab



















