Oui, le PTFE polymérisé et collé peut être usiné, mais cela nécessite une approche spécialisée. Le succès dépend de l'utilisation de méthodes conventionnelles telles que le meulage, le tournage ou le fraisage, tout en adaptant les outils et les paramètres pour gérer les propriétés uniques du matériau, telles que sa dilatation thermique élevée et sa mollesse.
Le défi principal dans l'usinage du PTFE n'est pas la dureté du matériau, mais la gestion thermique et la déformation. L'objectif est d'utiliser des outils exceptionnellement tranchants pour créer une action de cisaillement nette, générant un copeau distinct plutôt que de frotter ou de faire fondre le matériau, ce qui entraîne de mauvaises finitions et une imprécision dimensionnelle.

Principes fondamentaux pour l'usinage du PTFE
Pour usiner efficacement le PTFE, vous devez contrôler ses caractéristiques inhérentes. Ignorer ces principes est la principale cause des tentatives infructueuses.
Le défi principal : La dilatation thermique
Le PTFE se dilate et se contracte considérablement avec les changements de température. La friction générée par l'usinage peut produire suffisamment de chaleur pour que la pièce sorte des tolérances avant même que la coupe ne soit terminée.
Toutes les recommandations ultérieures — du choix de l'outil à l'utilisation du liquide de refroidissement — sont conçues pour atténuer cette accumulation de chaleur.
Prévenir la déformation du matériau
Le PTFE est un matériau tendre. Une pression de serrage excessive dans un étau ou un mandrin déformera facilement la pièce, entraînant des dimensions finales inexactes.
De même, des outils émoussés ou des coupes agressives pousseront et déformeront le matériau au lieu de le couper proprement.
Le rôle critique de la netteté de l'outil
Un tranchant exceptionnellement affûté est non négociable. Un outil tranchant réduit les forces de coupe, ce qui minimise la chaleur de friction et la déformation du matériau.
Les outils doivent être réaffûtés régulièrement pour maintenir ce tranchant, car même une usure minime peut dégrader considérablement les performances.
Méthodes d'usinage et outillage recommandés
Bien que des machines standard soient utilisées, l'outillage et la configuration sont spécifiques aux exigences du PTFE.
Outillage : Pourquoi le carbure non revêtu est préféré
Les outils en carbure non revêtu et tranchants ou à pointe en Stellite sont le choix idéal. Les outils revêtus peuvent augmenter la friction, tandis que l'acier rapide (HSS) s'émousse trop rapidement.
Un angle de dépouille positif (entre 0 et 15 degrés) sur l'outil aide à créer une action de cisaillement et réduit les forces de coupe, favorisant une coupe plus nette.
Opérations de meulage
Le meulage est une méthode courante et efficace pour la finition du PTFE polymérisé.
Utilisez des meules en carbure de silicium (grain 80-30) avec une liaison en caoutchouc ou en polyuréthane. Pour une finition plus fine, une meule à oxyde d'aluminium peut être utilisée. La vitesse de meulage doit être similaire à celle utilisée pour la fonte, avec une meule ouverte et un liquide de refroidissement abondant.
Tournage et fraisage
Pour le tournage et le fraisage, l'accent reste mis sur les outils tranchants et la gestion de la chaleur. Les machines CNC de haute précision offrent le contrôle nécessaire pour des résultats précis et reproductibles.
Comprendre les pièges et les paramètres clés
Le succès réside dans l'équilibre de plusieurs facteurs concurrents. Se tromper sur l'un peut compromettre toute l'opération.
L'équilibre entre la vitesse et la vitesse d'avance
Il existe une relation délicate entre la vitesse de coupe et la vitesse d'avance.
Généralement, utilisez des vitesses de coupe plus lentes (une plage de départ de 200 à 500 pieds de surface par minute) et des vitesses d'avance modérées à élevées (0,002 à 0,010 pouce par révolution). Cette combinaison garantit que l'outil enlève activement un copeau plutôt que de frotter contre la surface, ce qui générerait une chaleur excessive. Une vitesse d'avance trop lente provoque un frottement ; une vitesse trop rapide peut provoquer l'écaillage.
L'importance du liquide de refroidissement
Un refroidissement suffisant est obligatoire. Utilisez de l'air pressurisé, un système de brouillard ou un liquide de refroidissement hydrosoluble pour évacuer continuellement la chaleur et les copeaux de la zone de coupe. C'est le moyen le plus direct de lutter contre la dilatation thermique pendant la coupe.
Maintien de la pièce et pression de serrage
Appliquez la pression de serrage minimale nécessaire pour maintenir la pièce en place. Cela empêche le matériau de se déformer ou de se comprimer, ce qui ruinerait la précision dimensionnelle.
Obtenir des tolérances serrées
Une bonne règle générale pour les tolérances générales sur les pièces en PTFE est de +/- 0,001 pouce par pouce de dimension. Des tolérances plus serrées sont réalisables, mais nécessitent des nuances de PTFE renforcées hautement stables et un contrôle méticuleux de l'ensemble du processus d'usinage.
Post-usinage : Ébavurage
Après l'usinage, le PTFE présentera des bords tranchants ou des « bavures ». Celles-ci doivent être retirées avec soin à l'aide d'un couteau tranchant ou d'un outil d'ébavurage dédié, car elles peuvent affecter les performances ou l'assemblage de la pièce finale.
Comment appliquer cela à votre projet
Vos paramètres spécifiques dépendront de votre objectif principal.
- Si votre objectif principal est une haute précision et des tolérances serrées : Privilégiez une pression de serrage minimale, un environnement à température contrôlée et un contrôle CNC de haute précision.
- Si votre objectif principal est une excellente finition de surface : Mettez l'accent sur l'utilisation d'outils en carbure non revêtu exceptionnellement tranchants avec un angle de dépouille positif et un apport constant de liquide de refroidissement.
- Si votre objectif principal est l'enlèvement simple de matière : Vous pouvez être plus flexible, mais la gestion de la chaleur pour éviter la délamination de la liaison reste le facteur critique.
En fin de compte, l'usinage réussi du PTFE est un processus de finesse qui récompense l'accent mis sur les outils tranchants et le contrôle thermique.
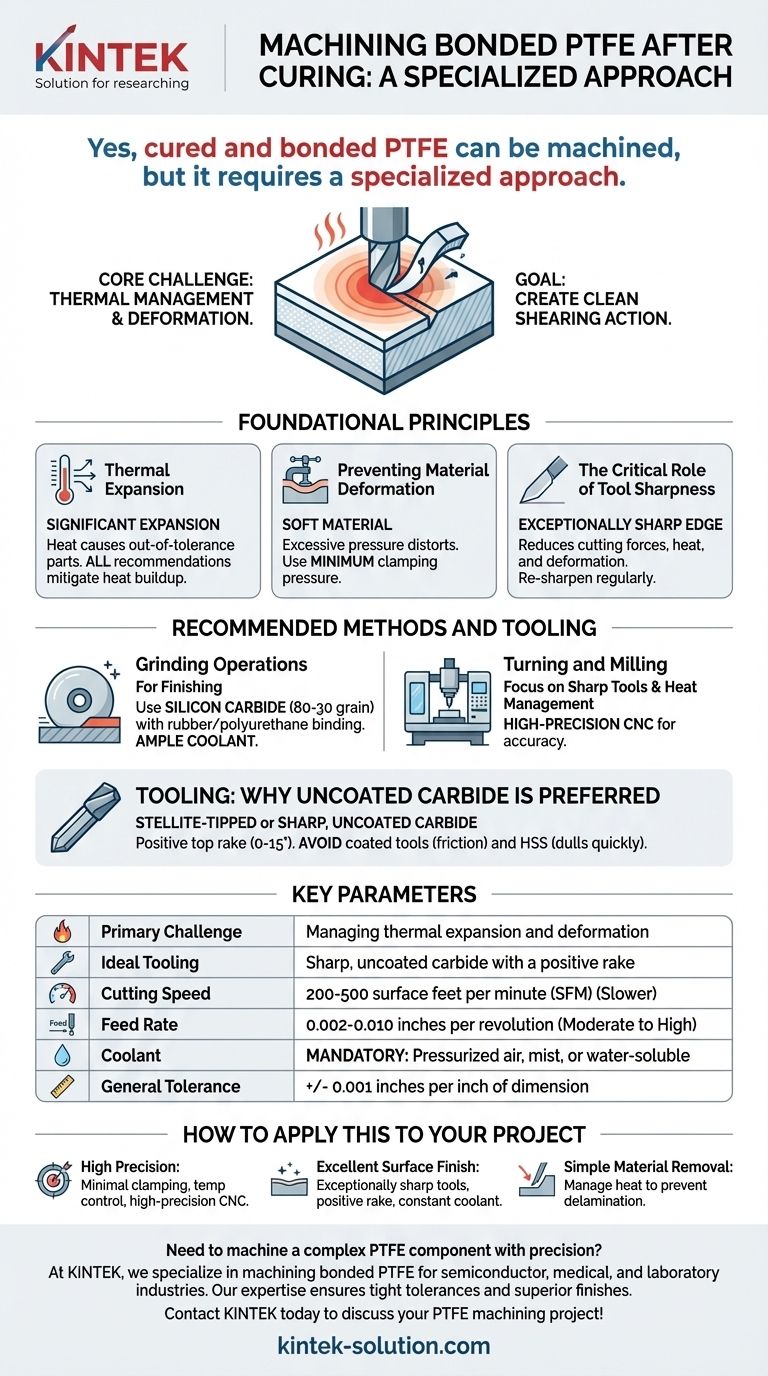
Tableau récapitulatif :
| Paramètre clé | Recommandation |
|---|---|
| Défi principal | Gestion de la dilatation thermique et de la déformation |
| Outillage idéal | Carbure non revêtu et tranchant avec un angle de dépouille positif |
| Vitesse de coupe | 200-500 pieds de surface par minute (SFM) |
| Vitesse d'avance | 0,002-0,010 pouce par révolution |
| Liquide de refroidissement | Air pressurisé, brouillard ou liquide de refroidissement hydrosoluble obligatoire |
| Tolérance générale | +/- 0,001 pouce par pouce de dimension |
Besoin d'usiner un composant en PTFE complexe avec précision ?
Chez KINTEK, nous sommes spécialisés dans l'usinage de PTFE collé pour les industries des semi-conducteurs, médicales et de laboratoire. Notre expertise dans la gestion de la dilatation thermique et l'utilisation d'outils spécialisés garantit que vos pièces respectent des tolérances serrées et des finitions de surface supérieures.
Nous proposons la fabrication sur mesure, du prototype aux commandes à haut volume. Laissez-nous gérer les défis de l'usinage du PTFE afin que vous obteniez une pièce fiable et haute performance.
Contactez KINTEK dès aujourd'hui pour discuter de votre projet d'usinage de PTFE !
Guide Visuel
Produits associés
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Tiges en PTFE chargé graphite sur mesure pour applications industrielles avancées
- Rubans d'étanchéité PTFE personnalisés pour applications industrielles et de haute technologie
- Pale de agitation en PTFE résistant à la corrosion et disque de dispersion denté personnalisable pour mélange chimique et pharmaceutique
Les gens demandent aussi
- Quelle est la plage de température de fonctionnement des paniers fleur en PTFE ? Limites thermiques et performances de -200°C à +260°C.
- Quel est le principe de fonctionnement d'un panier fleur en PTFE ? Optimiser l'écoulement des fluides et la pureté pour l'immersion chimique
- Comment les paniers à fleurs en PTFE se comparent-ils aux supports en quartz ou en acier inoxydable ? Maximisez votre ROI avec des solutions à faible TCO
- Quelles sont les fonctions principales et les caractéristiques de conception d'un panier à fleurs en PTFE ? Optimiser le traitement chimique de haute pureté
- Comment un panier à fleurs en PTFE contribue-t-il au rinçage et au séchage efficaces des substrats ? Efficacité des processus Boost Lab



















